DBT 206 FOUNDRY TECHNOLOGY Lecture 6 Molding Casting
![DBT 206 FOUNDRY TECHNOLOGY [Lecture 6: Molding & Casting]](https://slidetodoc.com/presentation_image_h/2c0d33da9f7cc9fd097083e4c0d3fe80/image-1.jpg "DBT 206 FOUNDRY TECHNOLOGY [Lecture 6: Molding & Casting]")
DBT 206 FOUNDRY TECHNOLOGY [Lecture 6: Molding & Casting]

Two Categories of Casting Processes Metal casting process are divided into 2 broad categories according to type of mould; 1. Expendable mold processes - mold is sacrificed to remove part - which typically are made of sand, plaster, ceramics & similar materials - generally are mixed with various binders (bonding agents) for improved properties - Advantage: more complex shapes possible - Disadvantage: production rates often limited by time to make mold rather than casting itself 2. Permanent mold processes mold is made of metal & can be used to make many castings - mold maintain their strength at high temperatures - Advantage: higher production rates - Disadvantage: geometries limited by need to open mold

Category of Casting Process

Introduction • Various casting processes developed over time to meet specific design requirements
 Sand casting • (has been discussed!) • Most widely used casting process •")
(1) Sand casting • (has been discussed!) • Most widely used casting process • Expendable mold, permanent pattern Steps in the production sequence in sand casting.
 Sand casting • Advantages; Limitations; ▫ No limit on size & shape of")
(1) Sand casting • Advantages; Limitations; ▫ No limit on size & shape of - Product gives rough surface - Dimensional accuracy difficult the casting - Thin projections not practical ▫ Almost any metal can be cast - Finishing always necessary ▫ Low equipment cost machining, straightening, or ▫ Low tool cost forging with dies (sizing) to ▫ Economical for low-volume obtain final dimensions production -Low production rate ▫ Extreme complexity possible

Other Expendable Mold Processes. . • • Shell Molding Plaster Mold & Ceramic Mold Casting Expanded Polystyrene Process Investment Casting
 Shell Molding Expendable mold, permanent pattern The mold is a thin shell of")
(2) Shell Molding Expendable mold, permanent pattern The mold is a thin shell of sand held together by thermosetting resin binder (thermoset is a type of polymer materials) Can produce many types of castings with close dimensional tolerances & a good surface finish at low cost Applications; small mechanical parts requiring high precision such as gear housings Shell sand has lower permeability than sand used for green -sand molding (lower permeability means higher strength castings) Complex shapes can be produced with less labor since it can be automated easily *shell molding = acuan kelompang
 Shell Molding (step-by-step) Metal pattern Box is inverted Sand shell Box is repositioned")
(2) Shell Molding (step-by-step) Metal pattern Box is inverted Sand shell Box is repositioned Sand shell heated in oven (1) a match‑plate or cope‑and‑drag metal pattern is heated & placed over a box containing sand mixed with thermoset resin (2) box is inverted so that sand & resin mixture fall onto the hot pattern causing a layer of the mixture to partially cure on the surface of hot pattern to form a hard sand shell (3) box is repositioned so that loose uncured particles drop away (4) sand shell is heated in oven for several minutes to complete curing (5) Sand shell mold is stripped from the pattern (6) two halves of the sand shell mold are assembled, supported by sand or metal shot in a box, & pouring is accomplished (7) the finished casting with sprue removed
 Shell Molding Advantages: Smoother cavity surface permits easier flow of molten metal &")
(2) Shell Molding Advantages: Smoother cavity surface permits easier flow of molten metal & better surface finish close dimensional tolerance Good dimensional accuracy - machining often not required Mold collapsibility minimizes cracks in casting Can be mechanized for mass production Complex shapes can be produced with less labor since it can be automated easily Disadvantages: More expensive metal pattern Difficult to justify for small quantities
 Plaster-mold Casting (Expendable-mold, Permanent-pattern) Precision casting produce high dimensional accuracy & good surface")
(3) Plaster-mold Casting (Expendable-mold, Permanent-pattern) Precision casting produce high dimensional accuracy & good surface finish products Typical parts made are; lock components, gears, valves, fittings, tooling, ornaments Instead of sand, Mold is made of plaster of paris (POP)_ (gypsum ‑ Ca. SO 4‑ 2 H 2 O) with the addition of talc & silica flour to improve strength During mold making, plaster & water mixture is poured over plastic or metal pattern & allowed to set Wood patterns not generally used due to extended contact with water Plaster mixture flows around pattern, capturing its fine details & good surface finish pattern take out then baked to remove moisture molten metal is poured *precision = persis
 Plaster-mold Casting (Expendable-mold, Permanent-pattern)")
(3) Plaster-mold Casting (Expendable-mold, Permanent-pattern)
 Plaster-mold Casting (Expendable-mold, Permanent-pattern) • Advantages: ▫ Good accuracy & surface finish ▫")
(3) Plaster-mold Casting (Expendable-mold, Permanent-pattern) • Advantages: ▫ Good accuracy & surface finish ▫ Capability to make thin cross‑sections • Disadvantages: ▫ Mold must be baked to remove moisture, which can cause problems in casting ▫ Mold strength is lost if over-baked ▫ Plaster molds cannot stand high temperatures, so limited to lower melting point alloys
 Ceramic-mold Casting (Expendable-mold, Permanent-pattern) Similar to the plaster-mold process but uses refractory")
(4) Ceramic-mold Casting (Expendable-mold, Permanent-pattern) Similar to the plaster-mold process but uses refractory mold materials (ceramics), suitable for high-temperature applications than plaster Precision casting good accuracy & finishing Can be used to cast steels, cast irons, and other high‑temperature alloys Applications similar to those of plaster mold casting except for the metals cast *slurry = bancuhan
 Expanded Polystyrene Process (Expendablepattern) • • • Also known as Evaporative-pattern casting /lost-foam")
(5) Expanded Polystyrene Process (Expendablepattern) • • • Also known as Evaporative-pattern casting /lost-foam /lostpattern process uses a polystyrene pattern, which evaporates upon contact with molten metal to form a cavity for the casting Polystyrene foam pattern includes sprue, risers, gating system, & internal cores (if needed) Mold does not have to be opened into cope & drag sections (shake & break) Applications; ferrous & nonferrous metals in automotive industry mass productions The advantages are: - Simple - Inexpensive flasks & polystyrene - Minimal finishing & cleaning operations - Process can be automated *evaporative = meruap
 Expanded Polystyrene Process (Expendablepattern) Mold of sand packed around a polystyrene foam pattern")
(5) Expanded Polystyrene Process (Expendablepattern) Mold of sand packed around a polystyrene foam pattern The process: (1) pattern of polystyrene is coated with refractory compound (to impart rigid shape of the pattern) (2) foam pattern is placed in mold box sand is compacted around the pattern (3) molten metal is poured into the portion of the pattern that forms the pouring cup & sprue As the metal enters the mold polystyrene foam is vaporized ahead of the advancing liquid (molten metal) resulting mold cavity is filled
 Expanded Polystyrene Process (Expendable-pattern) • Advantages: ▫ Pattern need not be removed from")
(5) Expanded Polystyrene Process (Expendable-pattern) • Advantages: ▫ Pattern need not be removed from mold ▫ mold‑making Simplified & fast , because two mold halves are not required as in a conventional green‑sand mold • Disadvantages: ▫ A new pattern is needed for every casting ▫ Economic justification of the process is highly dependent on cost of producing patterns
 Investment Casting (Lost-Wax Process) - (Expendablepattern) A pattern made of wax is coated")
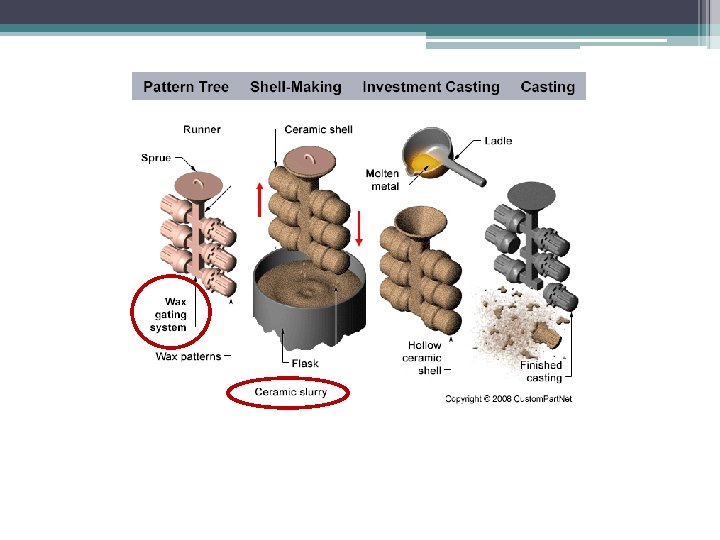
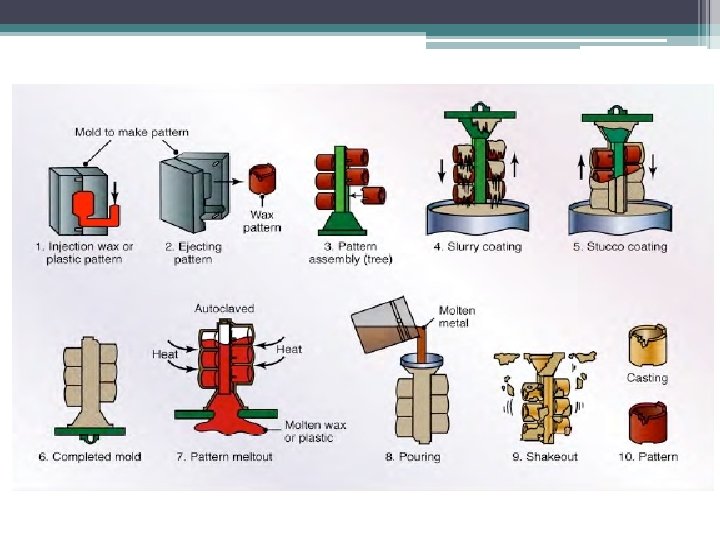
(6) Investment Casting (Lost-Wax Process) - (Expendablepattern) A pattern made of wax is coated with a refractory material to make mold, after which wax is melted away prior to pouring molten metal • "Investment" comes from a less familiar definition of "invest" - "to cover completely, " which refers to coating of refractory material around wax pattern • It is a precision casting process - capable of producing castings of high accuracy & intricate (complex) shapes
 Investment Casting (Lost Wax Process) - (Expendable. Steps; pattern) (1) (2) (3) (4)")
(6) Investment Casting (Lost Wax Process) - (Expendable. Steps; pattern) (1) (2) (3) (4) wax patterns are produced several patterns are attached to a sprue form a pattern tree the pattern tree is coated with a thin layer of refractory material called slurry the full mold is formed by covering the coated tree with sufficient refractory material to make it rigid (5) the mold is held in an inverted position & heated to melt the wax & permit it to drip out of the cavity (6) the mold is preheated to a high temperature ensures that all contaminants are eliminated from the mold - also permits the liquid metal to flow more easily into the detailed cavity - pattern tree repositioned, the molten metal is poured, then solidifies (7) the mold is broken away from the finished casting & the parts are separated from the sprue
 Investment Casting (Lost Wax Process) - (Expendable -pattern) A one‑piece compressor stator with")
(6) Investment Casting (Lost Wax Process) - (Expendable -pattern) A one‑piece compressor stator with 108 separate airfoils made by investment casting (photo courtesy of Howmet Corp. ).
 Investment Casting (Lost Wax Process) (Expendable-pattern) • Advantages: ▫ ▫ Parts of great")
(6) Investment Casting (Lost Wax Process) (Expendable-pattern) • Advantages: ▫ ▫ Parts of great complexity & intricacy can be cast Close dimensional control & good surface finish Wax can usually be recovered for reuse Additional machining is not normally required ‑ this is a net shape process • Disadvantages; ▫ Many processing steps are required ▫ Relatively expensive process

Permanent Mold Casting Processes Economic disadvantage of expendable mold casting: - a new mold is required for every casting In permanent mold casting, the mold is reused many times 2 halves of a mold are made from materials with high resistance to erosion & thermal fatigue In order to increase the life of permanent molds, the surfaces of the mold cavity are coated with a refractory slurry or sprayed with graphite Equipment costs is high but labor costs are kept low through automation Not economical for small production runs The processes include: (1) Basic permanent mold casting (2) Die casting (penuangan acuan) (3) Centrifugal casting (penuangan emparan)
 The Basic Permanent Mold Process Uses a metal mold constructed of two sections")
(1) The Basic Permanent Mold Process Uses a metal mold constructed of two sections designed for easy, precise opening & closing • Molds used for casting lower melting point alloys are commonly made of steel or cast iron • Molds used for casting steel must be made of refractory material, due to the very high pouring temperatures
 Permanent Mold Casting Steps : (1) mold is preheated & coated (2) cores")
(1) Permanent Mold Casting Steps : (1) mold is preheated & coated (2) cores (if used) are inserted & mold is closed (3) molten metal is poured into the mold solidifies
 Permanent Mold Casting • Applications; ▫ Due to high mold cost, process is")
(1) Permanent Mold Casting • Applications; ▫ Due to high mold cost, process is best suited to high volume production & can be automated accordingly ▫ Typical parts: automotive pistons, pump bodies, & certain castings for aircraft & missiles ▫ Metals commonly cast: aluminum, magnesium, copper‑base alloys, and cast iron • Advantages: ▫ Good dimensional control & surface finish ▫ More rapid solidification caused by the cold metal mold finer grain structure castings are stronger • Limitations: ▫ Generally limited to metals of lower melting point ▫ Simpler part geometries compared to sand casting because of need to open the mold ▫ High cost of mold
 Die Casting *die = acuan A permanent mold casting process in which molten")
(2) Die Casting *die = acuan A permanent mold casting process in which molten metal is injected into mold cavity under high pressure Pressure is maintained during solidification, then mold is opened & part is removed Molds in this casting operation are called dies; hence the name die casting Use of high pressure to force metal into die cavity is what distinguishes this from other permanent mold processes The machines; Designed to hold & accurately close two mold halves & keep them closed while liquid metal is forced into cavity Two main types: (1) Hot‑chamber machine (2) Cold‑chamber machine
 Hot-Chamber Die Casting Metal is melted in a container, & a piston")
(2. 1) Hot-Chamber Die Casting Metal is melted in a container, & a piston injects liquid metal under high pressure into the die • High production rates - 500 parts per hour not uncommon • Applications limited to low melting‑point metals that do not chemically attack plunger and other mechanical components • Casting metals: zinc, tin, lead, & magnesium
 Hot-Chamber Die Casting Cycle in hot‑chamber casting: (1) with die closed &")
(2. 1) Hot-Chamber Die Casting Cycle in hot‑chamber casting: (1) with die closed & plunger withdrawn, molten metal flows into the chamber (2) plunger forces metal in chamber to flow into die, maintaining pressure during cooling & solidification
 Cold‑Chamber Die Casting Machine Molten metal is poured into unheated chamber from")
(2. 2) Cold‑Chamber Die Casting Machine Molten metal is poured into unheated chamber from external melting container, and a piston injects metal under high pressure into die cavity • High production but not usually as fast as hot‑chamber machines because of pouring step • Casting metals: aluminum, brass, & magnesium alloys • Advantages of hot‑chamber process favor its use on low melting‑point alloys (zinc, tin, lead)
 Cold‑Chamber Die Casting Cycle in cold‑chamber casting: (1) with die closed &")
(2. 2) Cold‑Chamber Die Casting Cycle in cold‑chamber casting: (1) with die closed & ram withdrawn, molten metal is poured into the chamber (2) ram forces metal to flow into die, maintaining pressure during cooling & solidification
 Cold‑Chamber Die Casting Molds for die casting; Usually made of tool steel,")
(2. 2) Cold‑Chamber Die Casting Molds for die casting; Usually made of tool steel, mold steel, or maraging steel Tungsten & molybdenum (good refractory qualities) used to die cast steel & cast iron Ejector pins required to remove part from die when it opens Lubricants must be sprayed into cavities to prevent sticking Advantages: Economical for large production quantities Good accuracy & surface finish Thin sections are possible Rapid cooling provides small grain size & good strength to casting Disadvantages: Generally limited to metals with low metal points Part geometry must allow removal from die

Permanent-mold Casting Processes: Die Casting Die-casting dies can be, 1. Single cavity 2. Multiple cavity (several identical cavities) 3. Combination cavity (several different cavities) 4. Unit dies
 Centrifugal Casting *centrifugal = emparan Centrifugal-casting process utilizes inertial forces to distribute the")
(3) Centrifugal Casting *centrifugal = emparan Centrifugal-casting process utilizes inertial forces to distribute the molten metal into the mold cavities The mold is rotated at high speed so centrifugal force distributes molten metal to outer regions of die cavity • The group includes: (1) True centrifugal casting (2) Semicentrifugal casting (3) Centrifuge casting
 True Centrifugal Casting Molten metal is poured into rotating mold to produce")
(3. 1) True Centrifugal Casting Molten metal is poured into rotating mold to produce a tubular part • In some operations, mold rotation commences after pouring rather than before • Cylindrical parts - pipes, barrels, tubes, bushings, & rings • Outside shape of casting can be round, octagonal, hexagonal, etc, but inside shape is (theoretically) perfectly round, due to radially symmetric forces
 True Centrifugal Casting")
(3. 1) True Centrifugal Casting
 Semicentrifugal Casting Centrifugal force is used to produce solid castings rather than")
(3. 2) Semicentrifugal Casting Centrifugal force is used to produce solid castings rather than tubular parts • Molds are designed with risers at center to supply feed metal • Density of metal in final casting is greater in outer sections than at center of rotation • Often used on parts in which center of casting is machined away, thus eliminating the portion where quality is lowest • Examples: wheels & pulleys

Semi centrifugal Casting
 Centrifuge Casting Mold is designed with part cavities located away from axis")
(3. 3) Centrifuge Casting Mold is designed with part cavities located away from axis of rotation, so that molten metal poured into mold is distributed to these cavities by centrifugal force • Used for smaller parts • Radial symmetry of part is not required as in other centrifugal casting methods • Properties of the castings can vary by distance from the axis of rotation, as in true centrifugal casting

Centrifuging 1. Mould cavities are placed at a certain distance from the axis of rotation. 2. The molten metal is poured from the centre, and is forced into the mould by centrifugal forces.
 Vacuum Casting • • Is an alternative to other casting & is suitable")
(4) Vacuum Casting • • Is an alternative to other casting & is suitable for thinwalled complex shapes with uniform properties sand mold held together by vacuum pressure rather than by a chemical binder A mixture of fine sand & urethane is molded over metal dies cured with amine vapor Automated & production costs are similar green-sand casting
 Vacuum Casting Advantages: Easy recovery of the sand, since no binders Sand does")
(4) Vacuum Casting Advantages: Easy recovery of the sand, since no binders Sand does not require mechanical reconditioning done when binders are used Since no water is mixed with sand, moisture‑related defects are absent Disadvantages: Slow process Not readily adaptable to mechanization

Thank You …Q & A session…
- Slides: 44