Corn Utilization q Botanically known as Zea mays

Corn Utilization q Botanically known as Zea mays q Maize is known as corn in U. S. A q It is used for: q. Animal feeding, q For human consumption q. For manufacture of starch, syrup and sugar

Nutritive value • Lower nutritive value than that of wheat • Deficient in niacin and has relatively low content of protein which is deficient in lysine and tryptophan • Pellagra (a deficiency disease caused by a lack of nicotinic acid or its precursor tryptophan in the diet. It is characterized by (three ds) dermatitis, diarrhea and dementia and is often linked to over-dependence on maize as a staple food) is prevalent among some people who rely upon maize for a large proportion of their daily food • Others signs of pellagra, Alopecia (hair loss), edema (swelling), Ataxia (lack of coordination). • It contains niacin but 50 -80% of it occurs in bound form as niacytin

q The content of vitamins in maize flour Ø Thiamine 0. 23 -0. 39 mg/100 mg Ø Riboflavin 0. 08 -0. 15 Ø Niacin 0. 90 -1. 92 q In order to make maize products satisfactory as the main item of diet, the addition of lysine, tryptophan, vitamin B 1, niacin and riboflavin would be desirable

Biology of Corn

Milling q Milled by dry or wet processes q First objective in both processes is separation of germ from the remainder grain in order to extract and recover oil q After degerming, the dry milling employs roller mills and plan- sifter, whereas wet milling involves a steeping stage to recover starch and protein as separate products from endosperm

Dry Milling • In dry milling the corn is passed through roller mills after cleaning. Sieving is carried out and hulls are removed by jets of air. The endosperm and soft germs again passed through rollers that crush the endosperm and flatten the germ. Sieving is carried out to separate the flattened the germ from endosperm particle. The endosperm is passed through finer rollers to produce flour or starch.

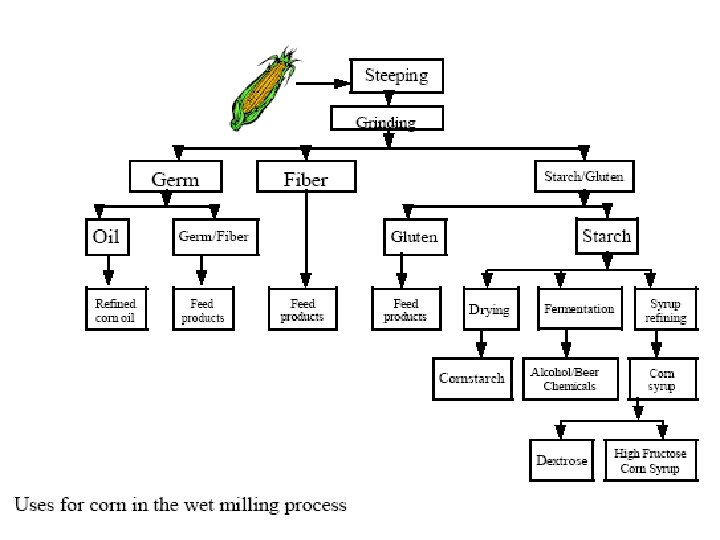
Wet milling In wet milling first step is steeping the kernels in large tanks of warm water. So 2 gas is added in tank as a preservative. The softened kernels are passed through attrition mills to break up the kernels. The party mass pumped to settling tanks. Here the lighter density rubbery germ floats at the top and is skimmed out off to oil extraction unit. The slurry now contains hulls protein and starch fractions. This mixture is passed through screens to remove the hull. After hull removal slurry now contains starch and protein. This slurry is passed through high speed centrifuge to separate the heavier starch from lighter protein. The starch obtained is finally dried to produce corn starch. The protein fraction is also dried to produce gluten which is rich in zein protein.

Wet Milling Corn Cleaned Steep water Condensed Corn bran Wet corn Germ Grind Degerm Wash Oil Germ Starch & Protein meal Ethanol Corn gluten feed Steeping Corn gluten sweeteners meal

Components of corn Starch 61. 0% Corn oil 3 -10% Protein 8. 0% Fiber 11. 2% Moisture 16. 0%

Wet milling process Drying q Carried out for safe storage of grain q Temperature should not exceed 54 o. C q If temperature is above 54 o. C, the germ becomes rubbery and tends to sink in the ground maize slurry q The process of germ separation depends on the floating of germ

Steeping q Cleaned maize is steeped at a temperature of 50 o. C for about 48 h in warm water containing 0. 02 -0. 03% sulphur dioxide (sterilizing effect). q Optimum temperature is 50 o. C q Purpose of steeping is Ø To soften the kernel and assist separation of the hull, germ fiber and protein from each other Ø To disrupt –SS- bonds in the protein matrix, facilitating starch/protein separation

q Carried out in a number of wooden steps through which steep water is pumped counter-current q Moisture content of grain increases rapidly to 35 -40% and more slowly to 43 -45% q During steeping about 6% of corn is dissolved in water q It is drained, dried and used as animal feed

Degerming q After steeping, steep water is drained off and maize coarsely ground in degerming mills q The objective is to free the germ from remainder of grain without breaking or crushing gem

q One plate rotates at 900 rpm and other is stationary q Water and maize are fed in to machine which cracks open the grain and releases the germ q By addition of starch-water suspension, the density of ground material is adjusted to 1. 06 -1. 08 sp. gr which causes the germ to float while grits and hulls sink

Germ separation q Ground material flows down separating channels in which hulls and grits settle, while the germ overflows q Germ is washed and freed of starch on reels, de-watered in squeeze presses and dried on rotary steam driers q The germ is cooked by steam and oil is extracted by hydraulic presses or by solvent q Extracted germ cake is used for cattle feed

q The degerminated underflow from germ separator is strained off from the liquor and finely ground on stone mills q After this the starch and protein of endosperm are in finely divided state and remain in suspension q The hulls and fibre can then be separated from the protein and starch by sieving

Separation of starch from protein q In raw grain, the starch is embedded in a protein network which swells during steeping and tends to form tiny globules of hydrated protein q Dispersion of protein, which frees the starch, is accelerated by sulphur dioxide q The suspension of starch and protein can be de-watered over string filters and starch separated from the protein in continuous centrifuges

q Finally the starch is filtered and dried q Moisture content is reduced to 10 -12% by kiln drying and further reduced by vacuum drying to 5 -7% q The protein in the steep water is recovered by vacuum evaporation and dried as gluten feed q The water recovered is re-used as steep water

Products of wet milling • • Starch Fiber Gluten Germ = 61% of total weight = 3 % = 16% = 20%
")
Uses of Milling products Starch – – Modified starch Sweeteners (High fructose corn syrup) Alcohol (85%) Edible film from starch (Packaging of gravies) Corn gluten – Cork binding – Additive for printing dyes

FLOUR TESTING

v Performed to evaluate: v Chemical compositions v Functional properties v Rheological behaviors v Each test provides a little different information v BUT all are interrelated.

Proximate composition v Moisture v Ash v Crude protein v Crude fiber v Crude fat v NFE

Farinograph v How: Utilizes a high-speed mixer that is designed so that the resistance of the dough to a constant mechanical shear is measured. This measurement is transferred to an oscillating dynamomenter and recorded on paper in the form of a graph v The Farinograph is a instrument which is used to measures the water absorption. It is also used to measure mixing behavior of flour during mixing. This instrument provides two information, the amount of water which is required for dough to reach a definite uniformity and secondly to determine general profile of the mixing behavior of dough v A farinograph curve illustrates two important physical properties of flour: the absorption, (the amount of water required for a dough to reach a definite consistency) and a general profile of the mixing behavior of the dough

Farinograph - Arrival Time v Arrival Time – The time required for the curve to reach the 500 BU line after the mixer has started and the water has been added v Arrival increases as protein increases meaning the wheat/flour is stronger and takes longer to mix to that point

Farinogram - Arrival Time Arrival

Farinograph - Peak v Peak – The time required for the curve to reach the maximum (peak) dough consistency v Indicates the relative strength of the wheat/flour and can also reflect the level of water absorption in the test

Farinogram - Peak

Farinograph – Departure Time v Departure Time – The time when the top of the curve leaves the 500 BU line. [It equals the Arrival time plus the Stability] v Longer departure times indicate stronger flours.

Farinogram – Departure Time Departure

Farinograph – Tolerance v Stability – Often referred to as the “tolerance” of the flour to over or undermixing. Defined as the time interval between the arrival and the departure time v Mixing times are critical to fit high speed production facilities
 Stability")
Farinogram – Stability (Tolerance) Stability

Farinograph - MTI v Mixing Tolerance Index – The difference in BU of the curve at the peak and 5 minutes after the peak v Another measure (somewhat standardized) to indicate the mixing requirements of the wheat/flour. Flours with a good tolerance to mixing have low MTI’s and flours with a poor tolerance to mixing have higher MTI’s

MTI

Farinograph - Absorption v Absorption – The amount of water carrying capacity in the flour v A critical issue to production is how much water needs to be added for optimum mixing characteristics and how much water can be added to flour to give a higher yield of finished product at a lower cost

Wet /dry Gluten v How: Flour is washed for a constant period of time to eliminate the starch constituent and just leave the protein portion for measurement v Wet Gluten – A quantitative measurement of gluten remaining after the gluten wash v Dry Gluten – A standardized removal of moisture from the gluten derived from the washout procedure v This is a more useful value than protein alone, the quantity of gluten is the usable information in the protein number

Dry Gluten v Dry Gluten – A standardized removal of moisture from the gluten derived from the washout procedure v This provides an apples to apples comparison of gluten quantity

Gluten Index • Gluten index value is a criteria defining whether the gluten quality is weak, strong or normal. The device performs the test during 1 minutes rotating with 6000 rpm. • Gluten Index results can be applied to the screening of wheat deliveries. Wheats with similar protein contents and characteristics can be classified according to Gluten Index values. Gluten separated is centrifuged to force wet gluten through a specially constructed sieve under standardized conditions. • • • The special sieve allows for the collection of both the part of the gluten that remains on the sieve and the part passes through the sieve. • The total weight of the gluten is defined as gluten quantity.

• The percentage of wet gluten remaining on the sieve after centrifugation is defined as the Gluten Index. • If the gluten is very weak all of the gluten may pass through the sieve, the Gluten Index is 0. When nothing passes through the sieve, the Index is then 100. • Used for detection of heat and insect damage. Excessive heating will cause protein denaturation and decrease the wet gluten/protein ratio or destroy the ability to form gluten. • Insects that damage wheat produce an enzyme that weakens the gluten bonds. Heat or insect damage to a wheat can not be detected using a protein analysis only.

• The percentage of wet gluten remaining on the sieve is defined as the Gluten Index and is calculated as the following way: • Gluten Index = gluten remained on sieve (g) x 100 Total gluten (g) Example : Passed through = 0. 60 Total gluten = 3. 00 Gluten Index = (3. 00 -0. 60)x 100 = 80 3. 00
 – for the determination of alpha")
Falling Number Value v Falling Number Value (FNV) – for the determination of alpha amylase activity in wheat/flour v How: Rapid gelatinization of a flour (or ground wheat) suspension with subsequent measurement of the liquefaction of the starch by alpha-amylase

Falling Number Value FN Values Typical Results <150 Sprouted wheat; high enzyme activity; sticky bread crumb. 200 -300 Unsprouted wheat; normal enzyme activity; moist good crumb. >300 Unsprouted wheat; low enzyme activity; dry, crumbly bread crumb.

Mixograph • A sample of 10 grams of flour is weighed and placed in a mixograph bowl. • 6 ml water is added to the flour and the bowl is inserted into the mixograph. • The flour and water are mixed together to form a dough. • As the dough is mixed, the mixograph records a curve on graph paper for 10 miuntes.

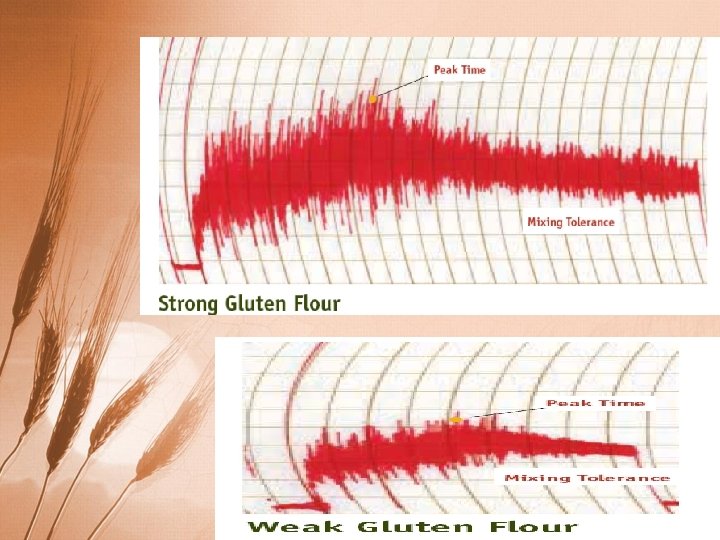
• Peak Time/ mixing time or development time is the dough development time, beginning the moment the mixer and the recorder are started and continuing until the dough reaches maximum consistency. This indicates optimum mixing time and is expressed in minutes. • Mixing Tolerance (MT) is the resistance of the dough to breakdown during continued mixing and affects the shape of the curve. This indicates tolerance to overmixing. It is the relative difference between the peak height at 6 minutes and height at development.

• Band Width – The width of the mixogram curve and the angle of descent indicate the tolerance of the dough to over mixing. Well defined curves with wide bands and low angles of descent indicate strong tolerance to over mixing and superior protein quality. • Peak height percentage or Height at development (HD) is the height of the curve at peak development.
 MT (%) Strength")
Guidelines for interpretation of a mixographic curve Development time (min. ) MT (%) Strength 0 -5 Extra strong 3. 4 -4. 4 5 -10 Strong 2. 5 -3. 3 10 -26 Medium 1. 5 -2. 4 25 -40 Weak 0 -1. 5 Over 40 Very weak 4. 5 -6
- Slides: 48