COPROCESSING OF WASTE IN CEMENT PLANTS Dr B

COPROCESSING OF WASTE IN CEMENT PLANTS Dr B Sengupta, Former Member Secretary, Central Pollution Control board bsg 161@gmail. com Lecture delivered at Training Programme organised Udaipur Chamber of Commerce & Industry on 4 October, 2018 at Udaipur
 Act, 1986 Hazardous Wastes (Management and Handling)")
REGULATIONS ON HAZARDOUS WASTE MANAGEMENT Environment (Protection) Act, 1986 Hazardous Wastes (Management and Handling) Rules, 1989 Hazardous Wastes (Management, Handling and Transboundary Movement) Rules, 2008. Hazardous and other wastes (Management and Transboundary Movement) Rules, 2016)

THE DEFINITION OF WASTE & HAZARDOUS WASTE » “Waste" means materials, that are not products or by-products, for which the generator has no further use for the purposes of production, transformation or consumption. Explanation - for the purposes of the clause, ˃ Wastes the materials that may be generated during, the extraction of raw materials, the processing of raw materials into intermediates and final products, the consumption of final products, and through other human activities and excludes residuals recycled or reused at the place of generation; ˃ By-product means a material that is not intended to be produced but gets produced in the production process of intended product and is used as such; Contd…

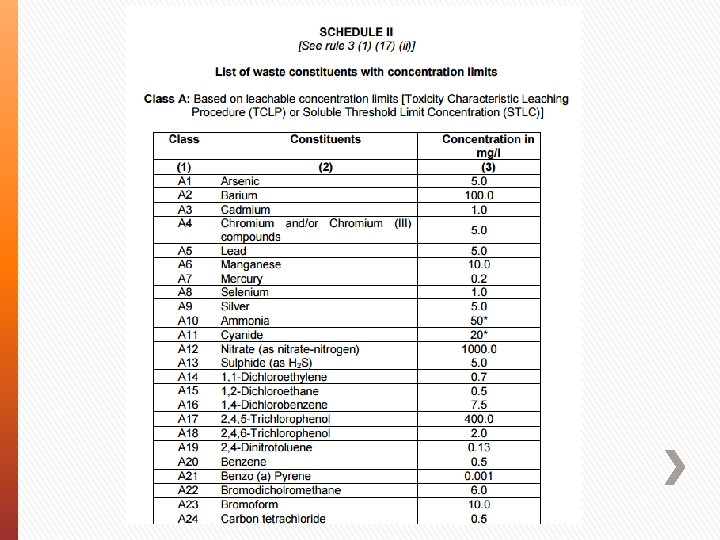
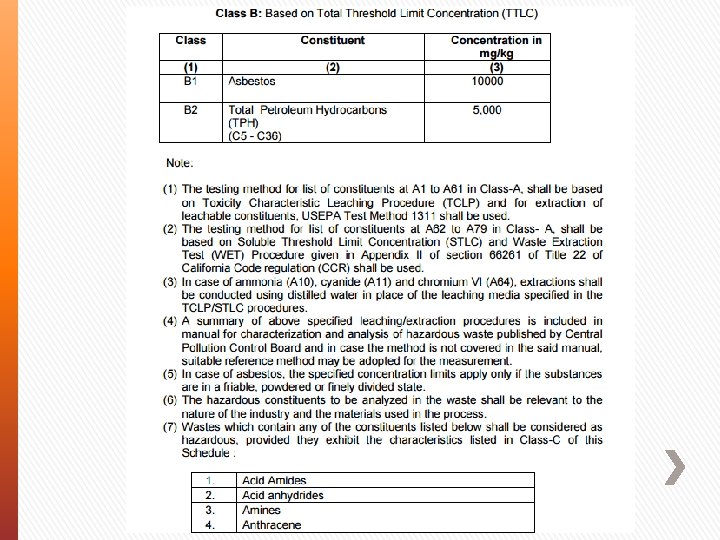
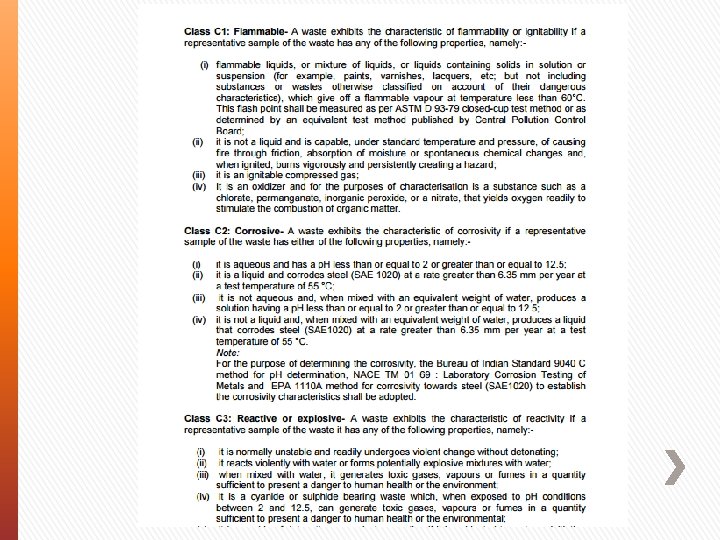
» “Hazardous waste” means any waste which by reason of characteristics such as physical, chemical, biological, reactive, toxic, flammable, explosive or corrosive, causes danger or is likely to cause danger to health or environment, whether alone or in contact with other waste or substances and shall include: i. Wastes specified in column (3) of Schedule-I; ii. Wastes having equal to or more than the concentration limits specified for the constituents in Class A and Class B of Schedule-II or any of the characteristics as specified in Class C of Schedule II; and iii. Wastes specified in Part-A of Schedule-III in respect of import or export of such wastes or the wastes not specified in Part A but exhibits hazardous characteristics specified in Part-C of Schedule-III.

RESPONSIBILITIES OF THE OCCUPIER FOR MANAGEMENT OF HAZARDOUS AND OTHER WASTES » For the management of hazardous and other waste, and occupier shall follow the following steps, namely: a) Prevention; b) Minimization; c) Reuse; d) Recycling; e) Recovery, utilisation including co-processing; f) Safe disposal. Contd…

SOLID AND HAZARDOUS WASTE GENERATION FROM MAJOR INDUSTRY SECTOR IN INDIA Tanneries located in Tamil Nadu, West Bengal, Punjab and Uttar Pradesh are responsible for generation of huge quantity of Chrome- bearing sludge(HW) and other Chrome bearing effluent. The disposal of sludge generated from CETPs are major concern. Illegal disposal of Chrome bearing sludge contaminate ground water and soil at Kanpur, Ranipet, Vellore, Tangra(WB) etc. Secondary metallurgical industry (Lead smelters etc) Large quantities of lead bearing sludge (contained 4 -8 % Lead) are disposed from about 100 -150 secondary lead industry in India. It is reported that 50% of lead bearing slag are disposed illegally on land. Large number of legacy sites of lead waste slag are reported in various states Drug and Pharmaceuticals Industry VOC emission and disposal of distillation residue, mixed solvent and solid waste generated from MEE / Drier are major concern from Pharma Industry. Contd…

Pesticide Industry Besides emission of VOC and other carcinogenic gases, distillation residue, MEE salt, drier salt are major hazardous waste. Iron and Steel Industry Coke oven sludge, SMS slag, BF slag and other solid waste generated from steel industry are major concern. In some industry PCB containing waste are kept from many year for disposal. Thermal Power Plant 118 million tonnes per annum ash generated which contain toxic metals like Hg, F and other heavy metals (likely to increase to 150 million tonnes by 2020). Presently most of the ash are disposed in ash pond. (which are either lined or unlined). Flyash is considered as high volume low toxic waste and not hazardous waste. Oil Refinery Present oily sludge generation from 12 oil refineries are about 65000 tonnes per annum. In few refineries only, remediation of oily sludge is practiced. Contd…
 which contain Cyanide is major concern from aluminium industry")
Aluminium Industry Spent pot-lining(SPL) which contain Cyanide is major concern from aluminium industry beside secondary emission of fluoride. SPL disposal is major issue specially from old aluminium plants. Further in Alumina plant huge quantity of solid waste (Red mud) are generated which are kept in lagoon. Ground water and soil pollution is reported. Redmud is classified as high volume low toxic waste. Coke oven plants Besides emission of PAH, VOCs and other carcinogenic chemicals disposal of coke oven battery sludge and coal-tar are major hazardous waste from coke oven plants. Distillery From about 380 distilleries about 1, 90, 000 Kld per day of spent wash is generated. Few distilleries are practicing zero discharge by concentrating the effluent in evaporator and incinerating the spent wash in boiler. Huge soil and ground water pollution is reported from old distilleries specially in Maharashtra and Uttar Pradesh
")
RECYCLING IS IMPORTANT TO SAVE NATURAL RESOURCES AND PROTECTION OF ENVIRONMENT Power consumption (kwh/Mt) Aluminum 15, 000 100 Copper 850 50 Zinc 3500 150 Lead 650 100 0 99. 33 40 0. 5 0 94 200 0. 5 0 95. 7 70 2 0 84. 6 40 2 10. 6 0. 73 5. 5 1. 98 7. 95 1. 77 5 1. 5 Primary 4 (hindalco, Nalco, Vedanta, Malco) 3 (Birla, Sterlite, 2 (HZL and Hindustan copper Binani) Ltd) 1 (HZL) Recycler & fabricators SSI more than 5000 SSI more than 1500 Primary Recycler Solid waste Primary generation %age Recycler of metal produced Primary Released quantity of CO 2 Recycler Energy saving (%) per tone of metal produced Manufacturer in India SSI more than 1500

WASTE RECYCLING/ REUSE – OPPORTUNITY IN INDIA S. No. Type of Waste generated Quantity of Waste Area of utilization generation / recycling / reuse 1. Fly ash from thermal power plant 200 Million Tonnes Per Year (600 MTA by 2030) Fly ash pozzolona cement, increase of ash dyke height, road construction, brick manufacturing 2. Blast furnace slag from iron and steel plant 10 MTA Slag cement 3. Steel melting shop slag (SMS) from steel plant - Slag cement after removal of iron 4. Phospho gypsum 8 MTA Cement making 5. Distillery spent wash About 100 distillery in operation (capacity 60 -600 KLPD) Concentrated spent wash for power generation Contd…

S. No. Type of Waste generated Quantity of Waste generation Area of utilization / recycling / reuse 6. Spent pot lining (aluminium industry waste) Carbon portion of SPL can be used as fuel in cement kiln 7. Pharmaceutical / pesticide industry (distillation residue, process residue, mixed waste solvent, high COD waste) 200, 000 TPA Can be used as partial fuel in cement kiln 8. Municipal solid waste 1, 30, 000 Tonnes /day RDF from MSW can be used as fuel in cement kiln / boiler 9. Plastic waste 15, 500 Tonnes Can be recycled / used as /day a fuel in cement kiln 10. Municipal waste water 35, 000 Million litres /day Treated water can be used in industrial process / irrigation etc. 11. Used tyres 83, 000 TPA Shredded tyres can be used as fuel in cement kiln

CO-PROCESSING “Co-processing” The use of suitable waste materials in manufacturing processes for the purpose of energy and/or resource recovery and resultant reduction in the use of conventional fuels and/or raw materials through substitution.

CO-PROCESSING OF WASTE IN CEMENT KILN AGREEMENT IN INTERNATIONAL CONVENTION Cement kiln co-processing technology is accepted by Basel convention for disposal of hazardous wastes The cement kiln co-processing technology is accepted by Montreal protocol for disposal of POPs. Cement kiln co-processing of POPs, hazardous and non hazardous wastes is practiced widely and successfully in many countries around the world

INITIATING POLICY REFORMS FOR SUSTAINABLE WASTE MANAGEMENT THROUGH CO-PROCESSING Important Recommendations Guidelines : of Basel Convention 1. The waste management hierarchy needs to be respected. 2. Additional emissions and negative impacts on human health must be avoided 3. The quality of the cement must remain unchanged 4. Companies that co process must be qualified with appropriate infrastructure. • Assure compliance with all laws and regulations • Have good environmental and safety compliance records • Have personnel, processes, and systems in place committed to protecting the environment, health, and safety • Safe and sound receiving, storage, processing and feeding of hazardous wastes • Systems for the provision and analysis of waste representative samples should be in place Contd…

INITIATING POLICY REFORMS FOR SUSTAINABLE WASTE MANAGEMENT THROUGH CO-PROCESSING Important Recommendations Guidelines : of Basel Convention 5. For optimal performance , AFRs should be fed to the cement kiln through appropriate feed points, in adequate proportions and with proper waste quality and emission control systems. 6. Due to the heterogeneity of waste, pre-processing is required to produce a relatively uniform waste stream for coprocessing in cement kilns. To be carried out in a purposemade facility, which may be located outside or inside the cement plant Contd…
 in cement")
Alternative Fuels which can be used to increase thermal substitution rate (TSR) in cement industry (use of CV of waste as fuel in cement kiln) S. NO. Fuel Calorific Value (kcal / kg) 1. RDF from Municipal Solid Waste 2800 -3800 2. 3. 4. 5. 6. 7. 8. Used Tires Hazardous Waste Industrial Plastic Waste Biomass Slaughter House Waste Poultry Litter Dried Sewage Sludge 6700 -7700 4000 -9500 4070 -6620 2500 -3800 700 -1400 2700 -3800 1700 -1900 Source : Holtech & CPCB

Alternative Raw Materials which can be used as blending material S. No. Alternative Raw Material Available Quantity in million tonnes per annum 1. Fly Ash (cement blending material) 200. 0 2. Blast Furnace Slag from Steel Industry 10. 0 3. Lime Sludge (Paper, Carbide, Sugar Industry Sludge) 4. 5 4. Red Mud from Aluminum Industry 3. 75 5. Foundry Sludge / Sand - 6. Chrome Sludge as mineraliser - 7. Lead Zinc Slag 0. 5 8. Phosphate Chalk Source : Holtech

POTENTIAL AVAILABILITY OF WASTE FOR CO-PROCESSING IN INDIA A. Fuel Hazardous Waste 0. 65 MTA Biomass 150 MTA Used Tyre 0. 83 MTA Industrial Plastic Waste 0. 20 MTA RDF from MSW 6. 88 MTA B. Alternate Raw Material Flyash 200 MTA Blast Furnace Slag 10 MTA Source : CPCB & Holtec

GENERAL PRINCIPLE FOR CO-PROCESSING The important general principles in co-processing are : 1. Additional emissions and negative impacts on human health must be avoided 2. The quality of the clinker/cement must remain unchanged. 3. Companies that co process must be qualified • Assure compliance with all laws and regulations • Have good environmental and safety compliance records • Have personnel, processes, and systems in place committed to protecting the environment, health, and safety • Be capable of controlling inputs to the production process Contd…

Requirements for undertaking co-processing are 1. Best available technology for air pollution prevention and control with continuous emission monitoring 2. Exit gas conditioning/cooling and temperature less than 200 OC in control devices to prevent dioxin formation. 3. Adequate emergency and safety equipment and procedures, and regular training 4. Safe and sound receiving, storage, processing and feeding of hazardous wastes 5. The operator of the co-processing plant should develop a waste evaluation procedure to assess health and safety of workers and public, plant emissions, operations and product quality, variables that should be considered when selecting waste include: (a) (b) (c) Kiln operation Emissions Clinker, cement and final product quality

AVAILABLE HAZARDOUS WASTE WHICH CAN BE USED AS PARTIAL FUEL IN CEMENT KILN Organic residue from Pharmaceuticals and Pesticide industry Spent solvent Sludge from petrochemical / oil refinery Slaughter House Waste Oil Paint sludge Effluent Treatment Plant Sludge Spent Pot Lining from Aluminum Industry Spent Carbon

List of White-papers prepared by Regulatory Forum consisting of Member Secretaries of 5 SPCBs under the Chairmanship of MS, GSPCB 1. Amendment of the Hazardous Waste Management Rules, 1989, under the Environment Protection Act, 1986, to include co-processing in cement plants as a disposal option. 2. Preparation of technical guidelines for setting up environmentally sound pre-processing facilities to prepare homogenous waste mixes suitable for co-processing in cement kilns. 3. Developing emission standards for co-processing alternate fuel and raw (AFR) material in cement kilns including hazardous wastes. 4. Increasing the use of fly ash generated by coal based power plants and refuse-derived fuels (RDF) in cement plants. 5. Developing guidelines for the transport and storage of hazardous waste
 RULES, 2016")
HAZARDOUS AND OTHER WASTES (MANAGEMENT AND TRANSBOUNDARY MOVEMENT) RULES, 2016

MAJOR AMENDMENTS COMPARED TO EARLIER RULES » Title of the Rules has been amended as Hazardous and Other Wastes (Management and Transboundary Movement) Rules, 2016 » Major Amendments made in following areas ˃ Authorization / Renewal of authorization (introduced new forms, compliance verification report , Emergency Response Plans and undertaking for submitting bank guarantee) ˃ New Schedule-II for identification of HW ˃ Utilization of Hazardous waste includes Schedule IV wastes also. ˃ So. Ps for recycling/utilization introduced ˃ Pass books applicable for all actual users ˃ Removal of Registration scheme ˃ Responsibilities of State Government ˃ Revised Import-Export provisions (Banned items 49 from 30; more clarity) ˃ Filing of Annual Reports by SPCBs & CPCB
 RULES, 2016 » New Definitions added:")
HAZARDOUS AND OTHER WASTES (MANAGEMENT AND TRANSBOUNDARY MOVEMENT) RULES, 2016 » New Definitions added: - Captive Treatment, storage and disposal facility Common Treatment, storage and disposal facility Co-processing Critical care medical equipment Pre-processing Utilisation Waste & byproduct Other waste - More clarity in earlier definitions

WASTE MANAGEMENT HIERARCHY » Waste management hierarchy has been introduced as follows: - Prevention - Minimization - Reuse - Recycling - Recovery, utilisation including co-processing - Safe disposal
 » Department of Industry in the State or")
RESPONSIBILITIES OF STATE GOVERNMENT (NEW INCLUSION) » Department of Industry in the State or any other government agency - to earmark or allocate industrial space or shed for recycling, pre-processing and other utilisation of hazardous or other waste in the existing and upcoming industrial park, estate and industrial clusters. » Submit annual report to the Ministry of Environment, Forest and Climate Change on integrated plan for ensuring environmentally Sound Management of Hazardous and other wastes. » Department of Labour in the State or any other government agency shall ensure the following in respect of workers involved in recycling, pre-processing and other utilisation of HW ; a) Recognition and Registration of workers b) c) Imparting industrial skill development activities Monitoring safety and health of workers.

NEW PROVISIONS IN GRANT OF AUTHORIZATION » Occupier shall obtain an authorization / renewal of authorisation from the State Pollution Control Board in Modified Form 1. Applicant shall enclose copies of CTE, valid CTO. A Self certified compliance report shall be enclosed in case of renewal application. » State Pollution Control Board shall grant authorisation in Modified Form 2 after ensuring technical capabilities and equipment complying with the Standard Operating Procedures or other guidelines specified by CPCB through site inspection. » The authorisation granted shall be accompanied with copy of field inspection report signed by that Board. » Handing over of the hazardous and other wastes to the authorised actual user shall be only after making the entry into the passbook of the actual user » Includes Authorization for recycling of Other wastes listed in Schedule - III
 Rule-9 : provisions of Recycling and")
UTILISATION OF HAZARDOUS AND OTHER WASTES (MAJOR CHANGES) Rule-9 : provisions of Recycling and Utilization of HW (1) SPCBs/PCCS may grant authorisation to actual users for utilization or recycling of Hazardous Wastes for which Standard Operating Procedures (So. Ps) or guidelines have been provided by CPCB (2) Where So. Ps or guidelines are not available, the applicants shall approach CPCB for grant of approval, which may be given by CPCB on the basis of trial runs. Upon completion of successful trial run, CPCB shall prepare So. Ps for such Utilization and circulate the same to all SPCBs. (3) No trial runs are required for co-processing once the co-processing standards are notified. However, till the time the standards are notified, the procedure as specified at (2) above shall be followed.

TRANSPORTATION OF HAZARDOUS WASTE » The sender of the waste shall obtain ‘No Objection Certificate’ from the SPCB of both the States for transportation of waste in case of final disposal to a facility existing in a State other than the State where the hazardous waste is generated. » In case of transit of waste for recycling, recovery, reuse or utilisation through a State other than the State of origin or destination, the occupier shall intimate the concerned SPCB before he hands over the hazardous wastes to the transporter. » The authorisation for transportation shall either be obtain by the sender or the receiver on whose behalf the transport is being arranged. » Gray color Manifest – shall only be sent to the SPCB of the sender in case sender is in another State

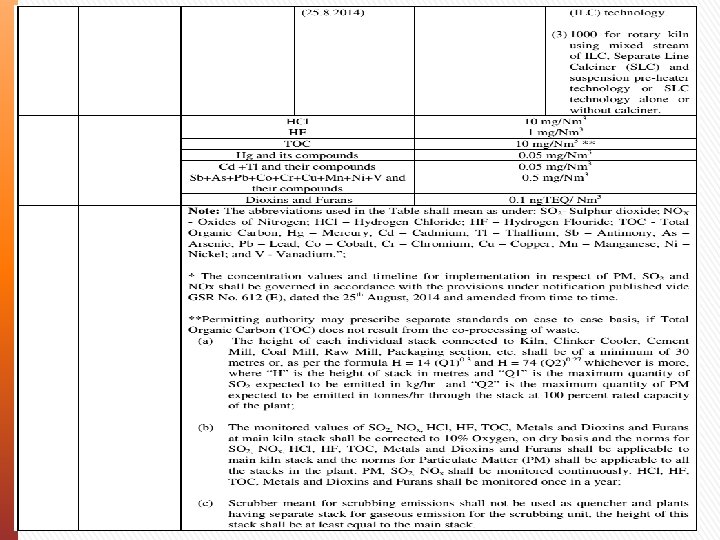
EMISSION STANDARDS FOR CO-PROCESSING OF WASTE IN CEMENT KILN MOEF&CC NOTIFICATION NO. G. S. R. 497 (E) DATED 10 MAY, 2016 Contd…

HWM RULES 2016 & SOLID WASTE MANAGEMENT RULES 2016 – OUR PERMITTING PROCESS IS GLOBALLY ALIGNED NOW » Waste generator is required to manage his waste respecting the Waste Management Hierarchy and SPCBs are required to authorize the same in his consent to operate. (Rule 4) » A facility (Cement plant, TSDF, Pre-processing facility, waste generator, etc) can collect, receive, store, recycle, recover, utilise, pre-process, co -process, dispose all types of different hazardous and other wastes for which it has got the necessary infrastructure to handle them in an environmentally sound and safe manner. SPCBs are empowered to authorise such facility for the same. (Rule 6) » Cement plants can co-process any waste without undertaking trial provided it is complying to the prescribed emission standards by Mo. EFCC. SPCBs are empowered to authorise co-processing in such emission complying cement plants. (Rule 9. 3) » Interstate movement of wastes for recycling or co-processing can be implemented by intimation to the respective SPCBs. NOC is not required (Rule 18)

AWAITED STILL !!!!!!!!!!!! » CPCB / Mo. EFCC is requested to release following documents further to facilitate authorization and compliance monitoring by SPCBs. ˃ Monitoring Protocol for the on-line parameters (SPM, NOx & SOx) in the Emission Standards. ˃ Standard Operating Procedure for authorising pre-processing and co-processing of wastes. 37

CO-PROCESSING IN CEMENT KILNS » Promotes Circular Economy » Reduces ˃ required number of landfills ˃ pollution caused by dumping ˃ greenhouse-gas emissions ˃ environmental impact of extraction through mining ˃ dependence on primary resource markets ˃ cost of production of Cement » Mitigates Climate Change Impacts » Conserves Energy and Material resources
 Prevention –")
RECOMMENDATIONS 1. For hazardous waste management following hierarchy should be followed: a) Prevention – Waste generation can be prevented using clean technology b) Minimization – waste generation can be Minimized by using good practices c) Reuse; d) Recycling; e) Recovery, utilisation including co-processing; f) Safe disposal. 2. To reduce green house gas emission, coprocessing of waste in cement plant and energy recovery from waste having calorific value should Contd… be given priority.
 in India is less than 1%. In developed countries")
2. Thermal substitution rate (TSR) in India is less than 1%. In developed countries it is ranging from 50 -80%. India should target to increase TSR to atleast 20% by 2025 to achieve climate change goal. 3. Clean Process Technology as recommended by CPCB should be followed to minimise waste generation 4. The spent solvent / mix solvent generated by chemical industry should be co-processed in cement kiln. 5. Setting of pre-processing plant to be encouraged either at cement plant site or at TSDF site. Contd…

6. Co-processing emission standards to be followed by Cement plant who are engaged in coprocessing of waste as fuel in cement kiln. 7. Rule 9 of hazardous waste management rules including SOP given by CPCB to be followed. 8. Fly ash / bottom ash, RDF, Phospho-gymsum, lime sludge and other industrial waste should be co-processed in cement plant for its effective utilization. 9. SPCB / PCC should play a catalytic role to promote co-processing in their respective state. 10. Data on inventory of waste both hazardous and non-hazardous should be made available by SPCB / PCC in their website. Contd…

11. For setting of co-processing plant, SPCB / CPCB / Mo. EF should play important role by providing necessary technical and financial assistance (as given for CETP and TSDF). 12. SPCB / PCC to build-up capacity for monitoring emission of toxic pollutants including dioxine / furan in cement kiln emission. 13. Risk assessment for storing of hazardous waste in co-processing plant to be done and all precautions to be followed as recommended by CPCB in its guidelines on storing of hazardous waste. 14. RDF from MSW to be used as partial fuel in cement kiln. This may be included as a part of CSR programme to manage the MSW disposal problem. Contd…

- Slides: 45