Control Chart for Variables 1 Outline Concept of

Control Chart for Variables 1

Outline ü Concept of variation ü The Control Chart Techniques ü State of Introduction ü Control ü Specifications ü Process Capability 2

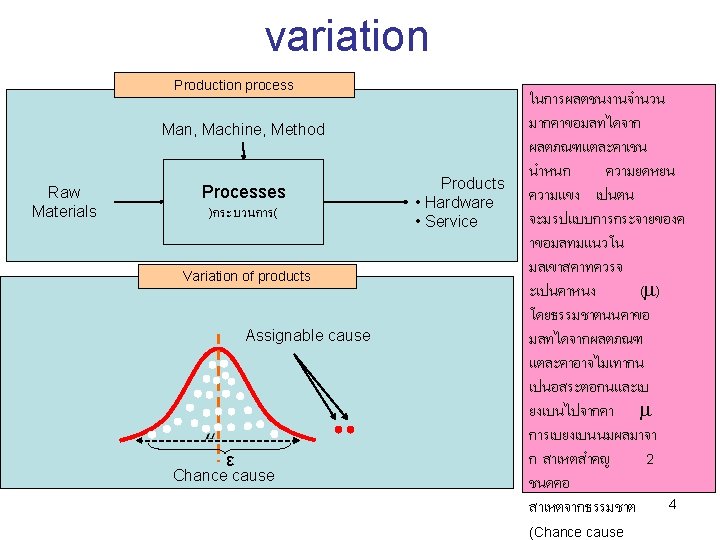
variation The variation concept is a law of nature in that no two natural items in any category are the same. 3

variation q. The variation may be quite large and easily noticeable q. The variation may be very small. It may appear that items are identical; however, precision instruments will show difference q. The ability to measure variation is necessary before it can be controlled 5

variation There are three categories of variation in piece part production: 1. Within-piece variation: e. g. Surface roughness 2. Piece-to-piece variation: e. g. Difference in diameters among pieces produced at the same time 3. Time-to-time variation (variation between groups/lots): e. g. Difference in product produced at different times of the 6 day

variation Sources of Variation in production processes: Men + Materials + Methods + Machines + Environment Materials INPUTS Tools Operators Methods PROCESS Machines Environment Measurement Instruments OUTPUTS Human Inspection Performance 7

Variation causes Sources of variation are: 1. Equipment: 1. Toolwear From 2. your opinion; what are the causes of variation due to equipment? Machine vibration 3. Electrical fluctuations etc. 2. Material 1. Tensile strength 2. Ductility From your opinion; what are the causes of variation due to Materials? 3. Thickness 4. Porosity etc. 8

Variation causes Sources of variation are: 3. Environment 1. Temperature 2. Light From your opinion; what are the causes of variation due to environment? 3. Radiation 4. Humidity etc. 4. Operator 1. Personal problem 2. Physical problem etc. What do you think are the causes of variation due to operators? 9

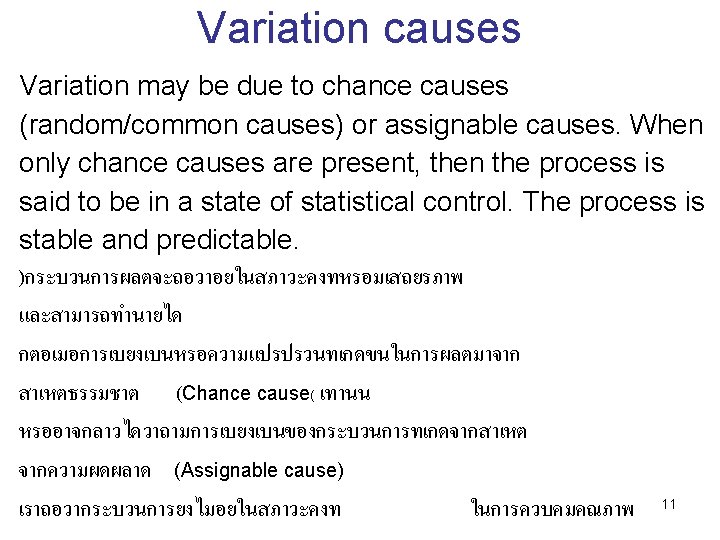
Variation cause There is also a reported variation which is due to the inspection activity. Variation due to inspection should account for one tenth of the four other sources of variation. 10

Control Charts q. Variable data qx-bar and R-charts qx-bar and s-charts q. Attribute data q. For “defectives” (p-chart, np-chart) q. For “defects” (c-chart, u-chart) 12

Control Charts Continuous Numerical Data Control Charts Categorical or Discrete Numerical Data Variables Charts R Chart X Chart Attributes Charts P Chart C Chart 13

Control Charts for Variables The control chart for variables is a means of visualizing the variations that occur in the central tendency and the mean of a set of observations. It shows whether or not a process is in a stable state. 14

Run Chart 15

Control Charts for Variables 16

Control Charts for Variables Example of a method of reporting inspection results 17

Variable Control Charts The objectives of the variable control charts are: 1. For quality improvement 2. To determine the process capability 3. For decisions regarding product specifications 4. For current decisions on the production process 5. For current decisions on recently produced items 18

Rational Subgroup There are two schemes for selecting the subgroup samples: 1. The instant-time method: Select subgroup samples from product or service produced at one instant of time or as close to that instant as possible sampling 1 hr 2. The period-of-time method: Select from product or service produced over a period of time that is representative of all the products or services sampling 1 hr 20

Rational Subgroup The first scheme will have a minimum variation within a subgroup. The second scheme will have a minimum variation among subgroups. The first scheme is the most commonly used since it provides a particular time reference for determining assignable causes. The second scheme provides better overall results and will provide a more accurate picture of the quality. 21

Subgroup Size q As the subgroup size increases, the control limits become closer to the central value, which make the control chart more sensitive to small variations in the process average q As the subgroup size increases, the inspection cost per subgroup increases q When destructive testing is used and the item is expensive, a small subgroup size is required 22

Subgroup Size q. From a statistical basis a distribution of subgroup averages are nearly normal for groups of 4 or more even when samples are taken from a nonnormal distribution q. When a subgroup size of 10 or more is used, the s chart should be used instead of the R chart. q. The guide for the amount of sampling (or sample size) is show in the next slide ) subgroup size และ sample size ไมใชสงเดยวกน subgroup size หมายถงจำนวนตวอยางใน subgroup สวน sample size 23 หมายถงจำนวนของของชนงานทงหมดทถกสมเกบขอมล (

Subgroup Size Standard: ANSI/ASQ Z 1. 9 -1993 Lot size Sample size 91 -150 10 151 -280 15 281 -400 20 401 -500 25 501 -1, 200 35 1, 201 -3, 200 50 3, 201 -10, 000 75 10, 001 -35, 000 100 35, 001 -150, 000 150 If a process produce 4000 pieces per day, then 75 total inspections (sample size) are suggested. Therefore, if a subgroup size is 4, the number of subgroup is 19 (75/4 ~ 19) 24

Determine the central line and control limit • X-bar Chart –A chart that tracks the changes in the means of the samples by plotting the means that were taken from a process. X = The average of the means of the samples i = Sample number g = Total number of samples g åXi X= j =1 g

Determine the central line and control limit • R Chart –A chart that tracks the change in the variability by plotting the range within each sample. The range is the difference between the lowest and highest values in that sample. R = Average of the measurement differences R for all samples Ri= Difference between the highest and lowest values in sample i g = Total number of samples g å Ri R= i =1 g

Determine the central line and control limit UCLx = x= + 3 x LCLx = x= - 3 x = UCLx = x + A 2 R LCL = x= - A R x 2 UCLR = = x + 3 R LCLR = = x - 3 R UCLR = D 4 R LCLR = D 3 R 27

Note: All factors are based on the normal distribution. Source: E. L. Grant, Statistical Quality Control, 6 th ed. pp. 57– 59 (Copyright © 1998 by The Mc. Graw-Hill Companies, Inc. 1988). Reprinted by permission of Mc. Graw-Hill, Inc. 28

Control Charts for Variables West Allis Industries -Continuous process -Produce 400 pieces per day -Quality characteristic is the diameter of bolts Krajewaksi, operation management 7 th, 2004 29

Control Charts for Variables Special Metal Screw Subgroup Number 1 1 0. 5014 2 0. 5021 3 0. 5018 4 0. 5008 5 0. 5041 Example 5. 1 Sample 2 3 0. 5022 0. 5009 0. 5041 0. 5024 0. 5026 0. 5035 0. 5034 0. 5024 0. 5056 0. 5034 4 0. 5027 0. 5020 0. 5023 0. 5015 0. 5039 Krajewaksi, operation management 7 th, 2004 R _ x 30

Range Chart Special Metal Screw Krajewaksi, operation management 7 th, 2004 31

Control Charts Table 5. 1 Control Chart Factors for Variables Factor for UCL Factor for Factor Size of Charts—Special and LCL for Control Metal Screw UCL for Sample x-Charts R-Charts (n ) (A 2) R = 0. 0021 (D 3) (D 4 ) X-Charts = x 2 1. 880 = 0. 5027 0 3. 267 3 1. 023 0 2. 575 4 x 0. 729 0 2. 282 2 5 0. 577 0 2. 115 2 6 x 0. 483 0 2. 004 7 0. 419 0. 076 1. 924 8 0. 373 0. 136 1. 864 9 0. 337 0. 184 1. 816 10 0. 308 0. 223 1. 777 = UCL = x + A R LCL = x= - A R Example 5. 1 Krajewaksi, operation management 7 th, 2004 32

Control Charts for Variables Control Charts—Special Metal Screw x-Charts R = 0. 0021 x= = 0. 5027 A 2 = 0. 729 = UCLx = x + A 2 R LCL = x= - A R x Example 5. 1 2 Krajewaksi, operation management 7 th, 2004 33
 34")
Control chart (Ex 5 -2) 34
- Slides: 34