Contemporary Issues in Industrial and Management Engineering Industrial


 – Interchangeable concept in production line")

 • Toyota Production")








 quantities that go beyond supporting the")





 • A form of production scheduling that purposely manufactures")






 is a strategy where employees at all levels")










- Slides: 40
Contemporary Issues in Industrial and Management Engineering
Industrial revolution and future view
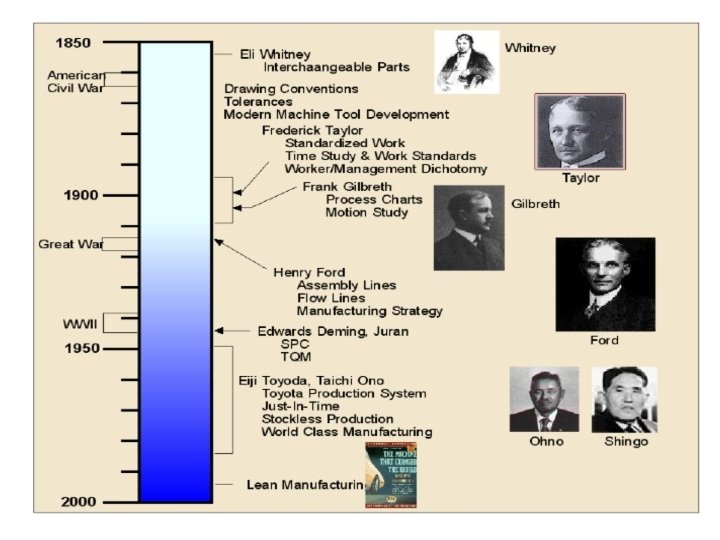
History of Manufacturing systems • Eli Withney (1799) – Interchangeable concept in production line • From 1799 to late 1890’s each company has their own development in technology by studying: – processes – Processes arrangements (Facility planning) – Chain of processes – Work procedures
History of Manufacturing Systems • Feredrick W. Taylor – Time study and Standardized work – Scientific Management • Frank Gilbreth – Invented Process Charting • Lilian Gilbreth – Brought Psychology • The Ford System(1910): – First Comprehensive Manufacturing Strategy • • People Machines Tooling Products
History of Manufacturing Systems • Alfred P. Sloan In GM (1930’s) • Toyota Production System (Just in Time) – Ohno and Shingo studied: • American Production methods • Statistical Quality control – Ishikawa – Deming – Joseph Juran • Quality Circle Movement: – Change the idea about workers and was the fundamental of: • Team Development • Cellular Manufacturing
History of Manufacturing Systems • By reducing setups to minutes and seconds allowed small batches and almost continues flow. • All of them occurred between 1949 -1975 • in 1980’s some other companies like Omrak industries, General Electrics and Kawasaki were achieving success. • Womack introduced “Lean Manufacturing” by a comparative study of Japanese, American and European Assembly lines.
Lean Manufacturing • The core Idea is so simple: – Relentlessly work on eliminating waste from the manufacturing process • What is Waste: – Anything and everything that does not add value from the perspective of your customer • Lean interrelated concepts: A. B. C. D. Minimizing Waste Just in Time Production (JIT) Kaizen (Continues Improvement) Cell Production
A. How to minimize Seven Deadly Wastes Overproduction Waiting Transport Motion Over processing Inventory Defects
Overproduction • Making something before it is truly needed which cause excess inventory Countermeasures for Overproduction Pace production • The rate of manufacturing matches the rate of demand (Takt Time) Pull system • To control how much is manufactured (Kanban) Reduce Setup Time • Smaller batches can be economically manufactured (SMED)
Waiting • Time when work-in-process is waiting for the next step in production Countermeasures for Waiting Design Processes • Flow is continues • With minimum buffer between steps in production (continues flow) Standardized work • To ensure that consistent methods and times are used for each steps of production
Transport • Unnecessary Movement of raw materials, work-inprocess or finished goods Countermeasures for transport Value Stream Mapping Continues Flow Theory of Constraints • Design a linear, sequential flow from raw materials to finished goods • Make sure work-in-process is not placed into inventory • Avoid continual changing of job properties
Motion • Unnecessary movement of people Countermeasures for Motion 5 S Value stream Mapping • Ensure that work area are logically organized • Consider alternative arrangements of equipment that reduce motion
Over processing • More processing that is needed to produce what the customer requires. Countermeasures for Over processing Kaizen • Compare customer requirements to manufacturing specifications • Look for potential simplification to the manufacturing process
Inventory • Product (raw materials, work-in-process, finished goods) quantities that go beyond supporting the immediate need Countermeasures for Inventory Just-In-Time • Bring raw materials in only as they are needed Continues Flow • Reduce or eliminate buffers between steps in production Preventing over Production • Refer to countermeasures for Over Production
Defects • Production that is scrap or requires rework Countermeasures for Defects Poka-yoke Jidoka • Design Processes so they are less likely to produce defects • Design process to defect abnormalities so they can be immediately correct Root Cause Analysis • Look for the single most frequent defect and determine why it occurs Standardized work • Create work instruction that provide a consistent method of manufacturing the part
B. Just in Time • Pull parts through production based on customer demand instead of pushing parts through production based on projected demand. • How does it helps? – Highly effective in reducing inventory levels. Improving cash flow and reduces space requirements. • Tools which needed: I. III. IV. V. Continues Flow Heijunka Kanban Standard Work Takt Time
Just in Time
I- Continues flow • Manufacturing Where work in process smoothly flows through production with minimal (or no) buffers between steps of manufacturing process. – In the other word no bottleneck (Need bottleneck Analysis) • How does it helps? – Eliminate many forms of waste (e. g. inventory, waiting time, and transportation)
Bottleneck Analysis • Identify Which part of the manufacturing process limits the overall throughput and improve the performance of that part. • How does it helps? – Improve throughput by strength the weakness link in the manufacturing process.
II- Hejunka ( Level scheduling) • A form of production scheduling that purposely manufactures in much smaller batches by sequencing (mixing) product variants within the same process • How does it help? – Reduces lead time – Inventory
III - Kanban • Is a method for work management. • a method of regulating the flow of goods both within the factory and with outside suppliers and customers. • Represent a pull system: – Production based on customer demands • The 4 core principles of Kanban – Start with what you do now – Agree to pursue incremental, evolutionary change – Respect the current process, roles & responsibilities – Encourage Acts of Leadership at All levels
Kanban boards
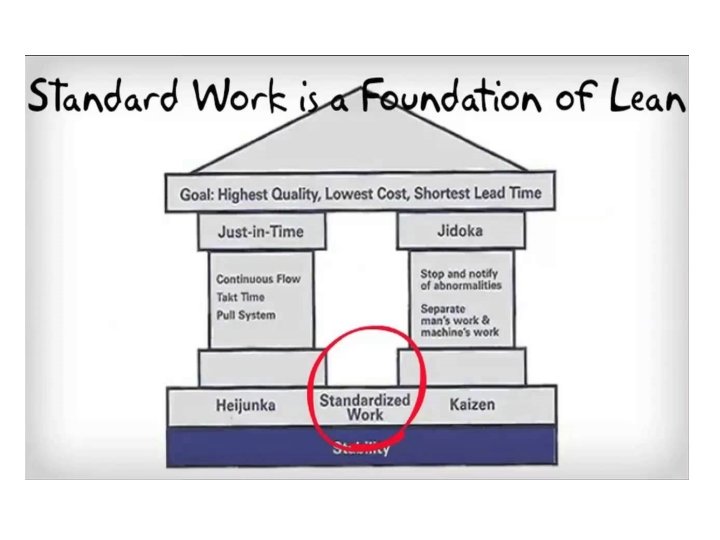
IV – Standardized Work • Documented procedures for manufacturing that capture best practices. • Must be “living” documents that is easy to change • How does it helps? – Eliminates waste by consistently applying best practices.
Documents of Standardized work
V – Takt Time • The pace of production (e. g. manufacturing one piece every 34 seconds) that align production with customer demand. • Calculated as Planned Production Time / Customer Demand • How does it helps? – Provides a simple, consistent and intuitive method of pacing production. Is easily extended to provide an efficiency goal for the plant floor (Actual pieces/ Target pieces)
Sample of Takt Time Board
C. Kaizen • Kaizen (Continues Improvement) is a strategy where employees at all levels of a company work together proactively to achieve regular, incremental improvements to the manufacturing process. • It combines the collective talents within a company to create a powerful engine for improvement.
The Dual nature of Kaizen
Dual nature of Keizen • As an action Plan: – Organizing events focused on improving specific areas within the company which involve teams of employees at all levels. • As a philosophy: – Building a culture where all employees are actively engaged in suggesting and implementing improvements to the company.
Keizen Events • Set goals and provide any necessary background • Review the current state and develop a plan for improvement • Implement improvement • Review and fix what doesn’t work • Report results and determine any follow-up items
Simplest Keizen Events
Keizen Philosophy • When Keizen is applied as an action plan through a consistent an sustained program of successful Keizen events. – Teaches employees to think differently about their works – Create long-term value by developing the culture that is needed for truly effective continues development.
D. Cell Production • Cell production has the flow production line split into a number of self-contained units. • Each team or “Workcell” is responsible for a significant part of the finished article. • Each member of the “Workcell” only carry out only one very specific task. • Team members are skilled at a number of roles, so it means for job rotation
Example of cellular manufacturing
Advantages of Cellular Manufacturing • Closness of cell members should improve communication, avoid confusion from misunderstood or non-received message • Workers become multi-skilled and more adaptable to the future needs of a business • Greate worker motivation, arising from variety of work, team working and more responsibility • Quality improvements as each cell has “ownership” for quality on its area
Disadvantages of Cellular Manufacturing • The company has to encourage trust and participation otherwise workers can feel that they are constantly pushed for output with no respect • The company may have to invest in new materials handling and ordering systems suitable for cell manufacturing • Cell manufacturing may change the sequencing of the machines • It is not suitable for some small scale productions • Recruitment and training of staff must support