CONALEP IZTAPALAPA 1 MODULO MAQUINADO DE PIEZAS EN


















- Slides: 22
CONALEP IZTAPALAPA 1 MODULO: MAQUINADO DE PIEZAS EN ELECTROEROSIONADORA TEMA: FABRICACION DE ELECTRODO RESULTADO DE APRENDIZAJE: AL FINALIZAR LA SESION EL ALUMNO FABRICARA UN ELECTRODO DE FORMA MEDIANTE EL PROCESO DE APLICACIÓN DE UNA MAQUINA HERRAMIENTA CONVENCIONAL PARA LA REALIZACION DE UN TROQUEL DOCENTE. HORACIO FRANCISCO VAZQUEZ MORALES JULIO 2013
ELECTROEROSIONADORA DE CORTE POR HILO
HISTORIA Las primeras máquinas de electroerosión que aparecieron hacia los años 1948 -1950, eran básicamente máquinas-herramienta convencionales, tales como taladros, etc. que habían sido transformadas parcialmente para las necesidades de la electroerosión, adaptándoles un generador, un tanque de trabajo etc.
Hacia finales de los 60 y comienzos de los 70, cuando surge la idea de desarrollar la tecnología de las máquinas de electroerosión por hilo. Y es hacia comienzos - mediados de la década de los 90 cuando aparece la electroerosión de corte por hilo haciendo que los índices de producción de estas máquinas lleguen a igualar y hasta a superar a los de las máquinas de electroerosión por penetración.
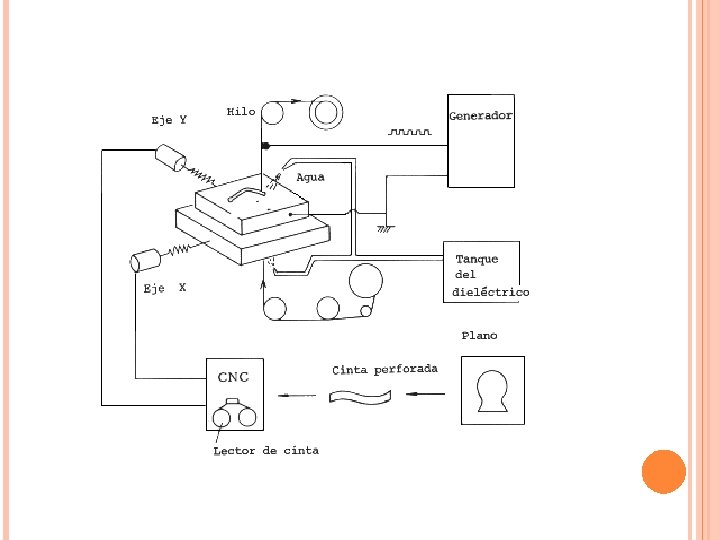
PROCESO En la electroerosión por hilo, un hilo conductor, normalmente de latón, se utiliza como electrodo. El hilo pasa por unas guías imponiéndole la dirección que debe seguir. Las descargas se producen por la diferencia de potencial existente entre el hilo y la pieza que obviamente debe ser de un material conductor de la electricidad. El hilo circula continuamente, y entre el hilo y la pieza existe un canal, llamado de descarga, bañado por un fluido dieléctrico, que generalmente es agua.
FLUIDO DIELÉCTRICO. Fluido dieléctrico, es un líquido que varía según las características del proceso: en el corte con hilo de Latón comúnmente es agua des-ionizada, agua mezclada con un aceite soluble de tipo orgánico; para el mecanizado con hilo de molibdeno es igual.
EL ELECTRO-EROSIONADO CON LATÓN es capaz de remover material, pasando una vez por la pieza y no se reutiliza, por este motivo puede alcanzar mayores precisiones y velocidades. Así mismo, la precisión y calidad superficial aumentan a menor diámetro del hilo empleado. El diámetro del hilo en las máquinas de latón suele ser entre: 0. 1 mm, 0. 25 mm y 0. 3 mm.
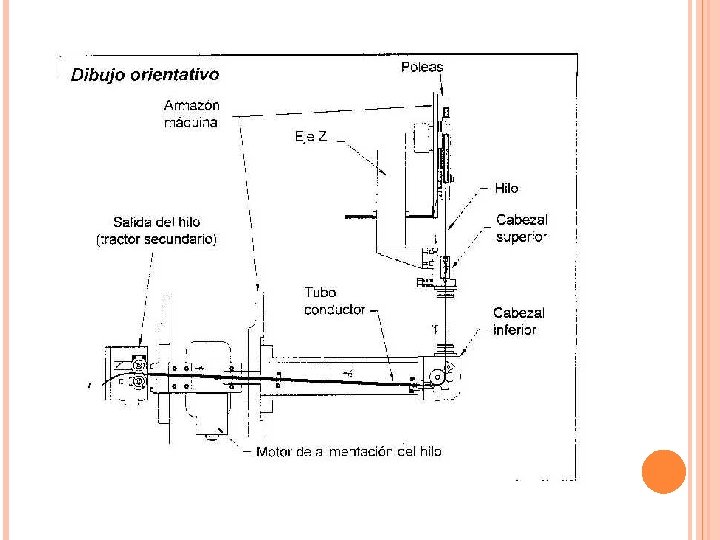
PARTES DE LA MAQUINA Poleas
CABEZAL INFERIOR CABEZAL SUPERIOR
HILO DE CORTE
CONTROL NUMÉRICO
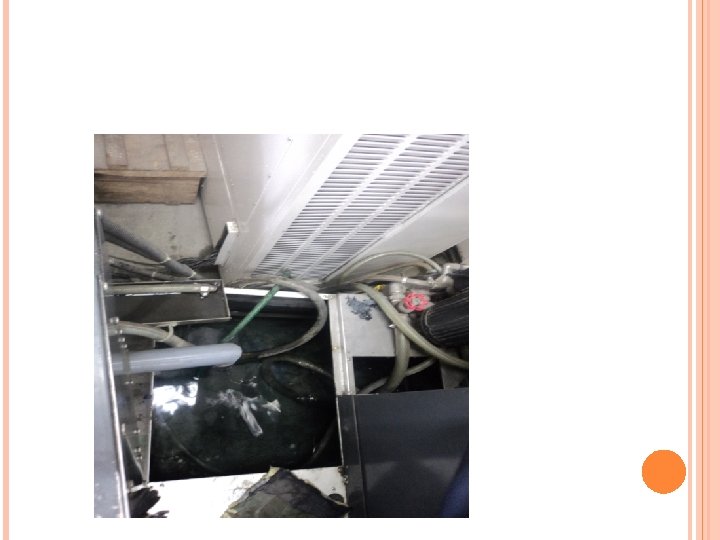
DEPOSITO DE FILTRACION
PANEL DE VENTILACION Y FILTRADO
RACK DE CONTROLADORES
VENTAJAS DE LA ELECTROEROSION CONVENCIONAL ELECTROEROSIONADORA
CONVENCIONAL ELECTROEROSIONADORA
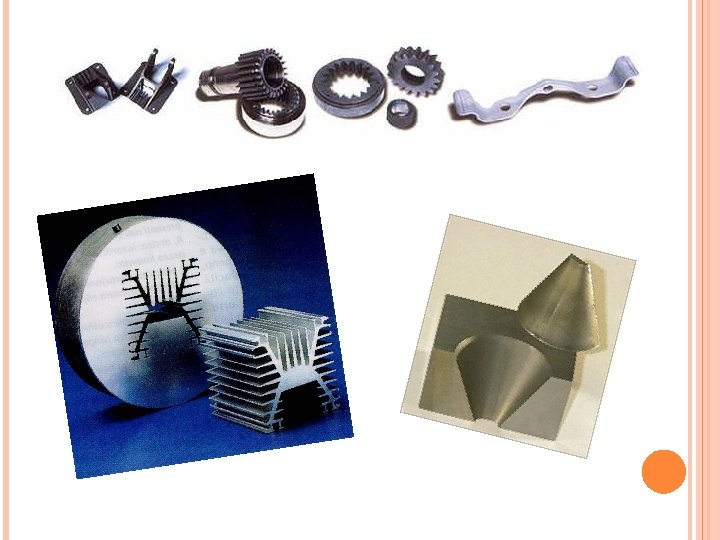
APLICACIONES