CNC TORNA YRD DO DR SALH SZER FANUC



 Koordinat Ölçülendirme Kesicinin gideceği koordinat, iş sıfır noktası merkez kabul")
 Koordinat Ölçülendirme Mevcut pozisyon referans kabul ederek bu nokta ile")


 Program başında ve sonunda emniyet için")


 G 54 kodu kullanılınca tezgah")
 Dakikada veya devirde kesicinin alması gereken talaş miktarıdır. Doğrusal ve")
 (G 99) mm/dv : Bir devirde aldığı milimetre cinsinden ilerleme değeridir. Tezgah varsayılanıdır")
 Tezgâhın iş milinin (aynanın) dakikada devir")
 Numarasını Seçme) Kesici takım seçimini")
 G 04 X 2. 5(kesicinin olduğu yerde")
 İmal edilecek parçanın ölçüleri ve kullanılacak diğer")
 Sabit kesme hızı değişken devir kullanıldığı")

 G 00 komutu kesici takımın bir")
 G 01 komutu F ile belirtilen")
 Parça üzerindeki radyusların ve")
 Parça üzerindeki")
 G 94 X. . .")
 G 90 X. . .")
 G 92 X. . .")








 ilerlemeli, her kademe sonunda")

 ilerlemeli, her")



… Q… R… G 76 X… Z… P… Q… F…")






- Slides: 48
CNC TORNA YRD. DOÇ. DR. SALİH SÖZER
FANUC CNC Tornalarda Referans Noktaları
CNC tezgah ve sistemlerde; tezgah, parça ve takım olmak üzere üç ayrı koordinat sistemleri vardır. Bu koordinat sistemlerinin orijinlerine; tezgaha ait olanına tezgah sıfır noktası; parçaya ait olanına parça sıfır veya program referans noktası; takıma ait olanına takım sıfır noktası denilir.
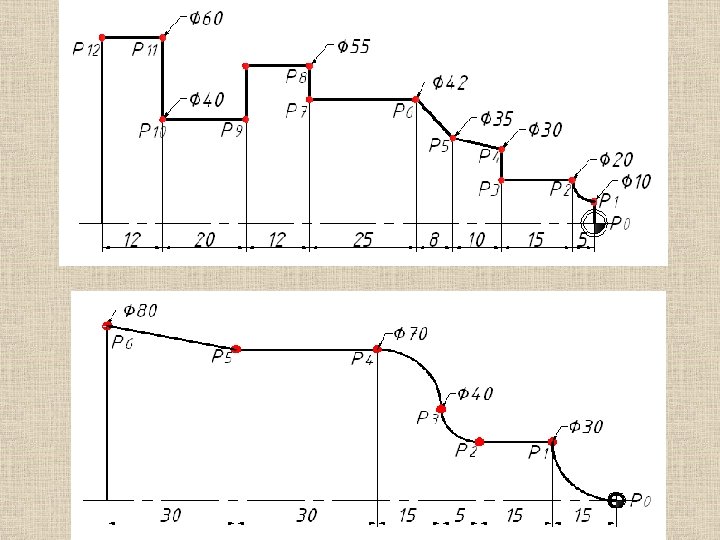
CNC Tornalarda Mutlak (Absolute) Koordinat Ölçülendirme Kesicinin gideceği koordinat, iş sıfır noktası merkez kabul edilerek bu nokta ile hedef nokta arasındaki ölçü, X ve Z koordinat eksenlerinin sağına yazılmak suretiyle yapılır. Şekilde mutlak ölçülendirme: 1 numaralı yerin koordinatı : (X 10, Z 0) 2 numaralı yerin koordinatı : (X 20, Z-10) 3 numaralı yerin koordinatı : (X 30, Z-15) görüldüğü gibi ölçüler iş sıfır noktasına göre verilmiştir
CNC Tornalarda Eklemeli-Artışlı (Incremental) Koordinat Ölçülendirme Mevcut pozisyon referans kabul ederek bu nokta ile bir sonraki nokta arasındaki X eksenindeki uzaklık U parametresi ile Z eksenindeki uzaklık W parametresi ile belirtilir Şekilde eklemeli ölçülendirme: 1 numaralı yerin koordinatı : (U 10, W 0) 2 numaralı yerin koordinatı : (U 10, W-10) 3 numaralı yerin koordinatı : (U 10, W-5) görüldüğü gibi ölçüler bir önceki noktaya göre verilmiştir.
NO KTA MUTLAK EKLEMELİ X Z U W 1 8 0 2 15 -10 7 -10 3 15 -15 0 -5 4 25 -15 10 0 5 35 -20 10 -5
FANUC Program Adlandırma Yeryüzünde nasıl ki her insanın bir adı varsa programlara da bir ad koymak gerekir. Burada program adı bir sayıdan oluşur. Bu sayı dört rakamdan oluşur. Sayının önüne FANUC sisteminde O harfi konur. Örnek O 0001; FANUC sisteminde program numarası (adı) 0001’dir. Program numarasının önüne O harfi konur. Satır sonu ; işareti ile bitirilir.
G 28 -Kodu (Tareti Tezgah Sıfır Noktasına gönderme) Program başında ve sonunda emniyet için taret iş parçasından en uzak noktaya gönderilmesi gerekir. Bu işlem için önce G 28 kodu ve arkasına kesicinin bulunduğu noktadan öncelikli olarak gitmesini istediğimiz koordinat eklemeli olarak yazılır. Kesici önce yazılan koordinata oradan da en kısa yoldan tezgah sıfır noktasına gider. Zaman kaybını engellemek için genelde kabul görmüş kullanım şekline göre G 28 U 0 W 0 yazılarak kesicinin direk tezgah referansına gitmesi sağlanır.
Kesici önce yazılan koordinata oradan da en kısa yoldan tezgah sıfır noktasına gider. Zaman kaybını engellemek için genelde kabul görmüş kullanım şekline göre G 28 U 0 W 0 yazılarak kesicinin direk tezgah referansına gitmesi sağlanır ÖRNEK G 28 U 0 W 0
Eğer kesici bir kanal içi veya delik içi gibi yerde kaldı ise kesicinin bu kanal veya delikten çarpma yapmadan çıkması, daha sonra tezgâh sıfır noktasına gitmesi sağlanır. Bunun içinde kesicinin gitmesini istediğimiz koordinat G 28 kodu arkasına eklemeli olarak yazılır. ÖRNEK G 28 U 20 W 0
G 54 - Kodu (İş Parçası Sıfır Noktasını Tanıtma) G 54 kodu kullanılınca tezgah OFFSET/SETTING sayfasındaki COORD bölümünde yazılı olan G 54 X Z değerlerini okur ve sıfır noktasını bu değerler kadar kaydırarak hafızaya kayıt eder. Daha sonra yapılacak olan tüm koordinat hareketlerini bu yeni sıfır noktasına göre yapar. Bu noktaya iş parçası sıfır noktası adı verilir. Bir başka iş parçası sıfır noktası lazım olduğunda G 55, G 56, G 57, G 58 ve G 59 noktaları da iş parçası sıfır noktası olarak kullanılabilir. ÖRNEK: G 54
F- Kodu (Feed-İlerleme Hızı) Dakikada veya devirde kesicinin alması gereken talaş miktarıdır. Doğrusal ve dairesel hareket (interpolasyon) komutlarından (G 01, G 02 ve G 03) sonra ilerleme miktarı kodu mutlaka belirtilmelidir. (G 00) Hızlı ilerleme kodunda F ilerleme değeri verilmez. F kodu kullanılmadan önce G 98 veya G 99 kodu ile kullanılacak ilerleme değerinin tezgaha tanıtılmış olması gerekir. Torna tezgahlarında G 99 varsayılan ilerlemedir. G 99 kullanılacaksa programa G 99 yazmaya gerek yoktur. İlerleme hızının birimi aşağıdaki gibidir: A) (G 98) mm/dak: Dakikada aldığı milimetre cinsinden ilerleme değeridir.
B) (G 99) mm/dv : Bir devirde aldığı milimetre cinsinden ilerleme değeridir. Tezgah varsayılanıdır ÖRNEK G 98 F 100 (dakikada 100 mm ilerler) G 99 F 0. 3 (bir devirde 0. 3 mm ilerler)
S- Kodu (Speed-İş Mili Devri veya Kesme Hızı) Tezgâhın iş milinin (aynanın) dakikada devir olarak dönme sayısı veya sabit kesme hızı miktarıdır. Bu miktar komut satırının başındaki G koduna bağlıdır. A) (G 96) Sabit kesme hızı m/dak (metre/dakika): Tezgâhın bilgisayar ünitesi bu kesme hızına bağlı olarak iş parçasının çapı değiştikçe tezgâhın iş mili devir sayısını değiştirir. Tezgah varsayılanıdır. B) (G 97) Sabit devir sayısı dev/dak (devir/dakika) Tezgah belirtilen devirde sürekli çalışır. ÖRNEK G 96 S 100 (Sabit kesme hızı 100 m/dak) G 97 S 1500 (Sabit devir sayısı 1500 dev/dak)
T- Kodu (Tools-Takım İstasyon Numarasını ve Takım Geometri (Offset) Numarasını Seçme) Kesici takım seçimini kontrol eder. T kodu dört haneli bir sayısal değerle ifade edilir. Program içerisinde T 0202; satırı okunduğu zaman tezgâhın tareti (kesici takımların bulunduğu aparat) T kodunu takip eden ilk iki karakterli istasyondaki kesiciyi kesme konumuna döndürecektir. T harfinden sonraki ilk iki rakam, kesicinin bulunduğu istasyonu (kesicilerin takıldığı yer), son iki rakam ise kesici ile ilgili geometri (offset) bilgisinin geometri kütüphanesinden belleğe yüklenmesini sağlar. Tezgâhın bilgisayar ünitesi bu bilgileri kullanarak gerekli hesaplamaları ve kaydırmaları yapar. ÖRNEK T 0101
G 04 -Kodu (Bekleme ve hız kontrolü) G 04 X 2. 5(kesicinin olduğu yerde saniye cinsinden beklemesi) G 04 P 2500(2. 5 x 1000)(kesicinin olduğu yerde milisaniye cinsinden beklemesi) (bu komut kullanıldığında iş mili, soğutma sıvısı ve yardımcı fonksiyonlar hariç tüm eksenel hareketler durur. Bu komut genellikle matkap ile delme işleminde delik sonunun düzgün çıkması için kullanılır. Ayrıca otomatik hızlanma ve yavaşlama sonucunda iş parçasının köşeleri istenilen şekilde edilemez, özellikle köşelerde geçiş problem oluşturabilir, bunu engellemek için G 04 kodu kullanılabilir. ÖRNEK G 04 P 2500
G 20 - Kodu (Ölçü Birimi Inch) İmal edilecek parçanın ölçüleri ve kullanılacak diğer ölçüler inch ölçü birimi olarak programa yazılacaksa programın başlangıç bölümünde G 20 kodunun mutlaka yazılmış olması gerekir. Tezgah varsayılan kodu değildir girilmesi gerekir. ÖRNEK G 20 G 21 - Kodu (Ölçü Birimi Metrik) İmal edilecek parçanın ölçüleri ve kullanılacak diğer ölçüler mm ölçü birimi olarak programa yazılacaksa programın başlangıç bölümüne G 21 kodu yazılır. Tezgah panelinde varsayılan olarak ayarlandığında programa yazılması şart değildir. Türkiye de kullanılan tezgahların panellerinde genelde varsayılan olarak ayarlıdır. ÖRNEK G 21
G 50 - Kodu (İş Mili Devrini Sınırlama) Sabit kesme hızı değişken devir kullanıldığı durumlarda iş mili devrinin olması gerekenden yukarı çıkmasını engellemek ve emniyet sağlamak için kullanılır. G 50 kodundan sonra girilen S değeri tezgahın çıkabileceği en yüksek devri belirtir. ÖRNEK G 50 S 2000 (iş mili en fazla 2000 devire çıkar)
• • • • GEREKLİ M KODLARI M 01 Kodu (Programı İsteğe Bağlı Durdurma) M 02 Kodu (Program Sonu) M 03 kodu (Fener Milini Saat İbresi Yönünde Döndürme) M 04 Kodu (Fener Milini Saat İbresine Ters Yönde Döndürme) M 05 Kodu (İş Milini Durdurma) M 06 kodu (Kesici Takımı Değiştirme) M 08 Ve M 09 Kodu (Soğutma Sıvısını Açma ve Kapatma) M 10 ve M 11 Kodu (Ayna Ayaklarını Sıkma ve Açma) M 17 ve M 18 Kodu (Taret İndekslemesi) M 19 Ayna Kilitleme M 25 ve M 26 Kodu (Punta Mili Dışarı ve İçeri) M 30 Kodu (Program Sonu)
G 00 - Kodu (Maksimum Hızda Doğrusal Hareket) G 00 komutu kesici takımın bir noktadan diğer bir noktaya doğrusal olarak hızlı hareketini sağlar. G 00 komutu genellikle G 01, G 02 ve G 03 komutlarından önce veya sonra kesici takımın konumlanması için kullanılır. G 00 komutu esnasındaki kesici takımın hızı tezgah üretici firması tarafından belirlenmiştir. G 00 X… Z… X: Ulaşılmak istenen X koordinatı (hedeflenen çap) Z: Ulaşılmak istenen Z koordinatı (hedeflenen boy) ÖRNEK G 00 X 20 Z 5
G 01 - Kodu (Belirtilen Hızda Doğrusal Hareket) G 01 komutu F ile belirtilen ilerleme değeri ile kesici takımın düz bir hat üzerinde talaş alarak hareketini sağlar. Bu komut silindirik, alın ve konik tornalamada kullanılır. G 01 X… Z… F. . . X: Ulaşılmak istenen X koordinatı (hedeflenen çap) Z: Ulaşılmak istenen Z koordinatı (hedeflenen boy) F: Kesici ilerlemesi ÖRNEK G 01 X 20 Z-20 F 0. 15
G 02 -Kodu (Belirtilen Hızda Saat Ġbresi Yönünde Eğrisel Hareket) Parça üzerindeki radyusların ve fatura dibi kavislerinin tornalanmasında kullanılır G 02 X. . . Z. . . R. . . F. . . X: Ulaşılmak istenen X koordinatı (hedeflenen çap) Z: Ulaşılmak istenen Z koordinatı (hedeflenen boy) R: Yayın ölçüsü F: Kesici ilerlemesi G 02 X. . . Z. . . I. . . K. . . F. . . X: Ulaşılmak istenen X koordinatı (hedeflenen çap) Z: Ulaşılmak istenen Z koordinatı (hedeflenen boy) I: Yay başlangıcından yay merkezine X ekseninde artışlı (eklemeli) uzaklık K: Yay başlangıcından yay merkezine Z ekseninde artışlı (eklemeli) uzaklık F: Kesici ilerlemesi ÖRNEK 1 G 02 X 40 Z-30 R 10 F 0. 2 ÖRNEK 2 G 02 X 40 Z-30 I 10 K 0 F 0. 2
G 03 - Kodu (Belirtilen Hızda Saat İbresi Tersi Yönünde Eğrisel Hareket) Parça üzerindeki radyusların ve fatura dibi kavislerinin tornalanmasında kullanılır G 03 X. . . Z. . . R. . . F. . . X: Ulaşılmak istenen X koordinatı (hedeflenen çap) Z: Ulaşılmak istenen Z koordinatı (hedeflenen boy) R: Yayın ölçüsü F: Kesici ilerlemesi G 03 X. . . Z. . . I. . . K. . . F. . . X: Ulaşılmak istenen X koordinatı (hedeflenen çap) Z: Ulaşılmak istenen Z koordinatı (hedeflenen boy) I: Yay başlangıcından yay merkezine X ekseninde artışlı (eklemeli) uzaklık K: Yay başlangıcından yay merkezine Z ekseninde artışlı (eklemeli) uzaklık F: Kesici ilerlemesi ÖRNEK 1 G 03 X 40 Z-30 R 10 F 0. 1 ÖRNEK 2 G 03 X 40 Z-30 I 0 K-10 F 0. 1
G 94 - Kodu (Alın Tornalama - Tek Paso) G 94 X. . . Z. . . F. . . X: Çevrim en küçük X ölçüsü (Örneğe göre) Z: Z yönünde birinci paso son noktası F: Kesici ilerlemesi (kalıcı bir G kodudur pasolar bittikten sonra başka bir hareket G kodu ile iptal edilebilir) ÖRNEK G 00 X 42 Z 3 G 94 X 0 Z 2 F 0. 1 Z 0
G 90 - Kodu (Silindirik Tornalama - Tek Paso) G 90 X. . . Z. . . F. . . X: X yönünde birinci paso son noktası Z: Döngü boy Z ölçüsü F: Kesici ilerlemesi (kalıcı bir G kodudur pasolar bittikten sonra başka bir hareket g kodu ile iptal edilebilir) ÖRNEK G 00 X 42 Z 3 G 90 X 36. 5 Z-20 F 0. 1 X 32. 5 X 28. 5 X 25
G 92 - Kodu (Vida Çekme - Tek Paso) G 92 X. . . Z. . . F. . . ; X: Vida diş dibi çapı, Z: Vida boyu, F: Vida adımı (kalıcı bir G kodudur pasolar bittikten sonra başka bir hareket G kodu ile iptal edilebilir) ÖRNEK G 00 X 38 Z 5 G 92 X 28, 8 Z-27 F 4 X 26, 8 X 24, 8
G 71 Silindirik Tornalama ve G 70 Finiş Tornalama Çevrimi G 71 yüzey tornalama çevrimi silindirik dış yüzey tornalama işlemlerinde kullanılır. Programda finiş profili tanımlandıktan sonra kaba tornalama paso hareketleri otomatik olarak yapılır. X ekseninde U 2, Z ekseninde ise W kadar finiş paso payı kalır. G 71 çevriminden sonra G 70 çevrimi ile bu bırakılan finiş payı da alınarak işlem tamamlanır. Çevrimin Açıklaması G 71 U 1… R… G 71 P… Q… U 2… W… F… U 1: Her kademedeki çapta paso miktarı R: Her pasodan sonra geri çekilme miktarı P: Finiş pasosu ilk satır numarası Q: Finiş pasosu son satır numarası U 2: Çapta finiş paso miktarı W: Alında finiş paso miktarı F: Çevrim süresince kesme ilerlemesi
Çevrimin Açıklaması G 70 P… Q… P: Finiş pasosu ilk satır numarası Q: Finiş pasosu son satır numarası
G 71 Silindirik Tornalama ve G 70 Finiş Tornalama Çevrimli Örnek Stok Özellikleri Mil Çap: 40. 000 Boy: 80. 000 Program O 7170 T 0101(Kaba talaş kalemi) G 54 G 50 S 2000 G 96 S 140 M 03 M 08 G 00 Z 1 X 42 G 01 X 0 F 0. 1 G 00 X 42 Z 2 Z 0 G 01 X 0 G 00 X 42 Z 1 G 71 U 3 R 0. 5 G 71 P 1 Q 2 U 0. 3 W 0. 15 F 0. 4 N 1 G 00 X 16 G 01 Z 0 F 0. 2(F değeri G 70 içindir. ) X 20 Z-2 Z-20 G 02 X 30 Z-25 R 5 G 01 Z-35 X 40 Z-50 N 2 X 42 G 00 X 200 Z 200 M 05 M 09 T 0202 (Finiş talaş kalemi) S 90 M 03 M 08 G 00 Z 1 X 42 G 70 P 1 Q 2 G 00 X 200 Z 200 M 05 M 09 M 30 %
G 72 Alın Tornalama Çevrimi G 72 alın tornalama çevrimi delik içi tornalama işlemlerinde kullanılır. Programda finiş profili tanımlandıktan sonra kaba tornalama paso hareketleri otomatik olarak yaratılır. X ekseninde U 2, Z ekseninde ise W 2 kadar finiş paso payı kalır. G 72 çevriminden sonra G 70 çevrimi ile bu bırakılan finiş payı da alınarak işlem tamamlanır. Çevrimin Açıklaması G 72 W 1… R… G 72 P… Q… U 2… W 2… F… W 1: Her kademedeki alında paso miktarı R: Her pasodan sonra geri çekilme miktarı P: Finiş pasosu ilk satır numarası Q: Finiş pasosu son satır numarası U 2: Çapta finiş paso miktarı W 2: Alında finiş paso miktarı F: Çevrim süresince kesme ilerlemesi
Çevrimin Açıklaması G 70 P… Q… P: Finiş pasosu ilk satır numarası Q: Finiş pasosu son satır numarası
G 72 Alın Tornalama ve G 70 Finiş Tornalama Çevrimli Örnek Stok Özellikleri Mil Çap: 40. 000 Boy: 80. 000 Program O 7270 T 0101 (Kaba talaş kalemi) G 54 G 50 S 2000 G 96 S 140 M 03 M 08 G 00 Z 1 X 42 G 01 X 0 F 0. 1 G 00 X 42 Z 2 Z 0 G 01 X 0 G 00 X 42 Z 1 G 72 W 3 R 0. 5 G 72 P 1 Q 2 U 0. 3 W 0. 15 F 0. 4 N 1 G 00 X 16 G 01 Z 0 F 0. 2(F değeri G 70 içindir. ) X 20 Z-2 Z-20 G 02 X 30 Z-25 R 5 G 01 Z-35 X 40 Z-50 N 2 X 42 G 00 X 200 Z 200 M 05 M 09 T 0202 (Finiş talaş kalemi) S 90 M 03 M 08 G 00 Z 1 X 42 G 70 P 1 Q 2 G 00 X 200 Z 200 M 05 M 09 M 30 %
G 73 Profil Tornalama Çevrimi Bu çevrim sabit talaş payı olan döküm veya dövme çelik malzemelerin işlenmesinde kullanılır. Programda finiş profili tanımlandıktan sonra kaba tornalama paso hareketleri otomatik olarak oluşur. X ekseninde U 2 Z-ekseninde ise W 2 kadar finiş paso payı kalır. G 73 çevriminden sonra G 70 çevrimi ile bırakılan finiş payı da alınarak işlem tamamlanır. Çevrimin Açıklaması G 73 U 1… W 1… R… G 73 P… Q… U 2… W 2… F… U 1: X ekseninde yarıçap cinsinden toplam talaş miktarı W 1: Z ekseninde toplam talaş miktarı R: Profil çevriminin tekrar sayısı P: Finiş pasosu ilk satır numarası Q: Finiş pasosu son satır numarası U 2: Çapta finiş paso miktarı W 2: Alında finiş paso miktarı F: Çevrim süresince kesme ilerlemesi
G 73 Profil Tornalama ve G 70 Finiş Tornalama Çevrimli Örnek Stok Özellikleri Mil Çap: 40. 000 Boy: 80. 000 Program O 7370 T 0101 (Kaba talaş kalemi) G 54 G 50 S 2000 G 96 S 140 M 03 M 08 G 00 Z 1 X 42 G 01 X 0 F 0. 1 G 00 X 42 Z 2 Z 0 G 01 X 0 G 00 X 42 Z 1 G 73 U 6 W 6 R 8 G 73 P 1 Q 2 U 0. 3 W 0. 15 F 0. 4 N 1 G 00 X 16 G 01 Z 0 F 0. 2(F değeri G 70 içindir. ) X 20 Z-2 Z-20 G 02 X 30 Z-25 R 5 G 01 Z-35 X 40 Z-50 N 2 X 42 G 00 X 200 Z 200 M 05 M 09 T 0202 (Finiş talaş kalemi) S 90 M 03 M 08 G 00 Z 5 X 42 G 70 P 1 Q 2 G 00 X 200 Z 200 M 05 M 09 M 30 %
G 74 Delik Delme Çevrimi Bu çevrim; kısa aralıklarla (kademelerle) ilerlemeli, her kademe sonunda geri çekilmeli derin delmede “gagalama” tabir edilen tarzda takım hareketleri ile derin delik delme işlemlerinde kullanılır. Kesici takım ana komutla verilen miktarda fasılalar ile kesme ilerlemesi yapar, seri hızda bir miktar geri çekilir, sonra yine kesme hızında aynı kademe miktarı kadar ilerleme ile operasyona devam eder. Bu çevrim tanımlanan derinliğe ulaşana kadar devam eder. Bu çevrim ile kademeli kesme yapıldığı için, derin deliklerde ve işlenmesi zor olan malzemelere delik açılmasında verimli bir şekilde kullanılır. Çevrimin Açıklaması G 74 R… G 74 Z… Q… F… R: Geri çekilme miktarı Z: Deliğin referansa göre boyu Q: Gagalama miktarı mikron olarak F: Kesme ilerlemesi
G 74 Delik Delme Çevrimli Örnek Stok Özellikleri Mil Çap: 40. 000 Boy: 80. 000 Program O 7400 T 0404 (Matkap) G 54 G 97 S 300 M 03 M 08 G 00 Z 5 X 0 G 74 R 1 G 74 Z-30 Q 5000 F 0. 4 G 00 X 200 Z 250 M 05 M 09 M 30 %
G 75 Kanal Açma ve Kesme Çevrimi Bu çevrim, kısa aralıklarla (kademelerle) ilerlemeli, her kademe sonunda geri çekilmeli (gagalama) tarzda takım hareketleri ile dış çapta veya iç çapta kanal işlemeye veya parça kesmeye yarar. Kesici takım, ana komutta verilen miktarda kesme ilerlemesi yapar, sonra seri hızda bir miktar geri çekilir, sonra yine kesme hızında aynı kademe miktarı kadar ilerleme ile operasyona devam eder. Bu çevrim verilen koordinatlara ulaşana kadar devam eder. Çevrimin Açıklaması G 75 R… G 75 X… Z… P… Q… F… R: Her kademeden sonra geri çekilme X: Kanalın son bulduğu x koordinatı Z: Kanalın son bulduğu z koordinatı P: Her kademedeki dalma miktarı mikron olarak Q: -Z yönünde kanal dışında yana kayma mikron olarak F: Kesme ilerlemesi (Z ve Q kullanılmadığında kesme yapılır. )
G 75 Kanal Açma Çevrimli Örnek Stok Özellikleri Mil Çap: 40. 000 Boy: 80. 000 Program O 7500 T 0606; G 54; G 50 S 2000; G 96 S 140 M 03 M 08; G 00 Z-33; X 44; G 75 R 1; G 75 X 28 Z-40 P 2000 Q 2500 F 0. 4; G 00 X 200 Z 200; M 05 M 09; M 30; %
G 75 ile Kesme Çevrimli Örnek Stok Özellikleri Mil Çap: 40. 000 Boy: 80. 000 Program O 7501 T 0606; G 54; G 50 S 2000; G 96 S 140 M 03 M 08; G 00 Z-33; X 42; G 75 R 1; G 75 X 0 P 5000 F 0. 3; G 00 X 200; Z 200; M 05 M 09; M 30; %
G 76 Vida Açma Çevrimi
Çevrim Açıklaması G 76 P…(aabbcc)… Q… R… G 76 X… Z… P… Q… F… P: (aabbcc) aa: Finiş pasosunun tekrar sayısı bb: Vida sonundaki pahın boyu, adımın katı olarak cc: Vida profil açısı(60, 55, 30 …. . ) Q: Minimum talaş derinliği mikron cinsinden R: Finiş paso payı X: Vida diş dibi çapı [diş üstü çapı (0. 65 xadımx 2)] Z: Vidanın son bulacağı Z koordinatı P: Diş yüksekliği mikron olarak (0. 65 xadım) Q: İlk paso miktarı mikron ve yarıçap olarak F: Vidanın adımı
G 76 Vida Açma Çevrimli Örnek Stok Özellikleri Mil Çap: 40. 000 Boy: 80. 000 Program O 7600 T 0303 (Vida Kalemi) G 54 G 50 S 2000 G 97 S 500 M 03 M 08 G 00 Z 5 X 40 G 76 P 020060 Q 50 R 0. 05 G 76 X 34. 8 Z-34 P 2600 Q 500 F 4 G 0 X 200 Z 200 M 05 M 09 M 30 %
G 32 Kılavuz Çekme Çevrimi Çevrim Açıklaması G 97 S… M 03 G 32 Z… F. . . M 05 G 32 Z. . . M 04 F… Z: Vidanın referansa göre boyu F: S’nin vida adımına bölümü S: Devir sayısı G 32 Kılavuz Çekme Çevrimli Örnek Stok Özellikleri Delikli Mil Delik Çapı: 10. 5 Çap: 40. 000 Boy: 80. 000 Program O 3200 T 0204 (Kılavuz M 12) G 54 G 97 S 175 M 03 M 08 G 00 Z 5 X 0 G 32 Z-40 F 100 M 05 G 32 Z 5 M 04 F 100 G 0 X 200 Z 250 M 05 M 09 M 30 %
G 84 Kılavuz Çekme Çevrimi Çevrim Açıklaması M 29 S… G 84 Z… F. . . M 29: Kılavuz çekme(rigit tapping) kılavuz tutucusuz S: Kılavuz çekme devri G 84: Kılavuz çekme çevrimi Z: Kılavuz çekme boy F: Kılavuz vida adımı G 84 Kılavuz Çekme Çevrimli Örnek Stok Özellikleri Delikli Mil Delik Çapı: 10. 5 Çap: 40. 000 Boy: 80. 000 Program O 8400 T 0204 (Kılavuz M 12) G 54 G 97 M 3 S 400 G 0 Z 5 X 0 M 29 S 400 G 84 Z-40 F 1. 75 G 0 X 200 Z 200 M 5 M 30
STOK MALZEME Mil Çap: 80 Boy: 100 KESİCİLER T 1 Dış Kaba Talaş Kalemi T 6 Dış Kanal Kalemi T 3 Vida Kalemi PROGRAM O 0007 T 0101 G 54 G 50 S 1500 G 96 M 3 S 50 M 8 G 0 Z 3 X 82 G 94 X 0 Z 2 F 0. 2 Z 1 Z 0 G 0 X 150 Z 150 M 5 M 9 T 0606 M 3 S 50 M 8 G 0 Z-43 X 82 G 75 R 1 G 75 X 60 Z-50 P 2000 Q 2000 F 0. 15 G 0 X 150 Z 150 M 5 M 9 T 0303 M 3 S 80 M 8 G 0 Z 3 X 80 G 76 P 020260 Q 100 R 0. 1 G 76 X 74. 8 Z-43 P 2600 Q 1000 F 4 G 0 X 150 Z 150 M 5 M 9 M 30
STOK MALZEME Mil Çap: 80 Boy: 100 KESİCİLER T 1 Dış Kaba Talaş Kalemi T 6 Dış Kanal Kalemi T 4 Matkap Çap 501 O 0006 T 0101 G 54 G 50 S 1500 G 96 M 3 S 50 M 8 G 0 Z 3 G 94 X 0 Z 2 F 0. 2 Z 1 Z 0 G 0 X 150 Z 150 M 5 M 9 T 0606 M 3 S 50 M 8 G 0 Z-18 X 82 G 75 R 1 G 75 X 60 Z-25 P 2000 Q 2000 F 0. 15 G 0 Z-43 G 75 R 1 G 75 X 60 Z-55 P 2000 Q 2000 F 0. 15 G 0 X 150 Z 150 M 5 M 9 T 0404 G 97 M 3 S 50 M 8 G 0 Z 2 X 0 G 74 R 1 G 74 Z-40 Q 3000 F 0. 1 G 0 X 150 Z 150 M 5 M 9 M 30
STOK MALZEME Mil Çap: 80 Boy: 100 KESi. Ci. LER T 1 Dış Kaba Talaş Kalemi T 4 Matkap Çap 10 T 10 Kılavuz M 12 O 0008 T 0101 G 54 G 50 S 2500 G 96 M 3 S 80 M 8 G 0 Z 3 X 82 G 94 X 0 Z 2 F 0. 2 Z 1 Z 0 G 0 X 150 Z 150 T 0404 G 97 M 3 S 300 M 8 G 0 Z 2 X 0 G 74 R 1 G 74 Z-40 Q 3000 F 0. 1 G 0 X 150 Z 150 M 5 M 9 T 1010 M 3 S 100 M 8 G 0 Z 3 X 0 M 29 S 250 G 84 Z-30 F 2 G 0 X 150 Z 150 M 5 M 9 M 30