CHO MNG C V CC N VI BUI

CHÀO MỪNG CÔ VÀ CÁC ĐẾN VỚI BUỔI THUYẾT TRÌNH NHÓM 13 GVHD: Nhóm 13: Vũ Thanh Phong. Hoàng Thanh Bình. Nguyễn Hà My. Nguyễn thị Kiều Diễm. Nguyễn Bảo Triểm.

Chủ đề: DỨA CẮT KHOANH NG M ĐƯỜNG ĐÓNG HỘP

GIỚI THIỆU I. II. Lời giới thiệu. Nguyên liệu. Ø Nguồn gốc. Ø Thành phần hóa học. III. Quy trình sản xuất. Ø Sơ đồ quy trình. Ø Thuyết minh quy trình. Ø Các thiết bị, máy móc. IV. Cân bằng vật liệu.

I. Lời giới thiệu. • Rau quả là nguồn thực phẩm tự nhiên vô cùng quý giá, cung cấp và bổ sung những chất dinh dường cần thiết cho các quá trình trao đổi trong cơ thể và giúp cơ thể phát triển toàn diện hơn. Rau quả rất gần gũi với cuộc sống của chúng ta, ngoài mục đích dinh dưỡng nó còn cải thiện khẩu phần ăn, và mang giá trị cảm quan lớn.

I. Lời giới thiệu. • nhằm thỏa mãn nhu cầu người tiêu dùng về mọi mặt. Do đó hiện nay trên thị trường ngoài các loại rau quả tươi thường ngày còn có đủ loại rau quả được chế biến sẵn như : sản phẩm rau quả sấy, mứt quả, quả nước đường (hay quả đóng hộp), nước quả ép… • Vì vậymuốn giới thiệu một sản phẩm trái cây Đó là sản phẩm “Dứa cắt khoanh ngâm đương đóng hộp”, bởi lẽ không chỉ dứa là loại trái cây ngon mà dứa đóng hộp còn tăng giá trị dinh dưỡng và vẫn giữ nguyên hương vị đặc trưng của quả tươi.

II. Nguyên liệu. Nguồn gốc: • Dứa hay thơm hay khóm, tên khoa học Ananas comosus, là một loại quả nhiệt đới. Dứa là cây bản địa của Paraguay và miền nam Brazil. • Quả dứa thực ra là trục của bông hoa và các lá bắc mọng nước tụ hợp lại. Còn quả thật là các mắt dứa. • Quả dứa được ăn tươi hoặc đóng hộp dưới dạng khoanh, miếng hoặc đồ hộp nước dứa hoặc nước quả hỗn hợp.

II. Nguyên liệu. Thành phần hóa học: Giá trị dinh dưỡng 100 g 0. 12 g lipit Can xi Năng lượng 202 k. J (48 cacbon hydrat 12. 63 g Chất xơ thực 1. 4 g phẩm protein 0. 54 g Vitamin C 36. 2 mg (60%) Niacin (Vit. 0. 489 mg (3%) B 3 Đường 9. 26 g Sắt 0. 28 mg (2%) Vitamin B 6 0. 110 mg kcal) Ka li 13 mg (1%) 115 mg (2%) (8%)

III. Quy trình sản xuất Sơ đồ quy trình. • Người ta xử lý dứa qua các quá trình sau:

DỨA PH N LOẠI BẺ HOA, CUỐNG RỬA THÁI KHOANH DỨA CẮT KHOANH CẮT ĐẦU RỬA GỌT VỎ SỬA MẮT ĐỘT LÕI

III. Quy trình sản xuất Dứa cắt khoanh Dán nhãn Bảo ôn Chần Sản phẩm Thanh trùng Xếp hộp, Cân. Rót dịch đường Ghép nắp

2. Thuyết minh quy trình: I. phân loại: • Trước hết cần loại bỏ nhữngquả dứa xanh, dứa quá chín, dập nát, sâu bệnh v. v. . . • Sau đó phân loại theo giống, theo độ chín và theo kích thước để chế biến riêng.

2. Thuyết minh quy trình: II. Bẻ hoa, cuống: • Trong khi phân loại dứa, đồng thời bẻ hoa và cuống. • Công nhân ở công đoạn này cũng như ở công đoạn lựa chọn phân loại phải có bao tay vải bạt. . . • Tỉ lệ phế liệu của quá trình này khoảng 11 – 26% trọng lượng quả

2. Thuyết minh quy trình: III. Rửa: • Loại bỏ các tạp chất cơ học (bụi, đất…), các hóa chất (thuốc trừ sâu, thuốc bảo vệ thực vật…) và làm giảm hàm lượng vi sinh vật có trên bề mặt quả nguyên liệu. • Ở các khe và mắt dứa thường bám đất, bụi cần phải rửa sạch bằng bàn chải hay trên máy rửa kiểu bàn chải.

2. Thuyết minh quy trình: IV. Cắt đầu: • Dùng dao sắc và to bản lần lượt cắt 2 đầu quả. • Mỗi đầu quả cắt đi dầy khoảng 1 -1, 5 cm có thể đem ép nước • Tỉ lệ phế liệu của quá trình này khoảng 10 -15%.

2. Thuyết minh quy trình: • VI. Gọt vỏ, sửa mắt. • Dùng máy Gọt vỏ có năng suất gọt cao và miếng dứa đẹp. Trong khi gọt, máy có bộ phận cắt mắt sẽ cắt luôn trong khi gọt vỏ. • Sửa mắt : Dùng nhíp gắp những mắt còn sót sau quá trình cắt mắt. Rãnh sửa phải sạch mắt, gọn, đẹp và nhẵn. • Tỉ lệ phế liệu từ 10 – 17% so với khối lượng quả đã bẻ hoa cuống.

2. Thuyết minh quy trình: V. Đột lõi: • Vì lõi có giá trị dinh dưỡng thấp. • Làm tăng giá trị cảm quan cho sản phẩm. • Đặc biệt thuận lợi cho quá trình gọt vỏ. • Đường kính lõi dứa cần bỏ khoảng 18 mm. • Thao tác phải chính xác, nhanh gọn, không còn sót lõi và không làm mất thịt quả. • Đột lõi phải ngay thẳng. • Độ sai lệch cho phép khi đột lõi là 10%.


2. Thuyết minh quy trình: VII. Rửa lại: • Các khoanh dứa khi xếp hộp cần rửa lại bằng cách xối nước hoặc nhúng cả khay đựng miếng dứa vào bể nước sạch để loại bỏ miếng vụn, hạt và các tạp chất khác. • Quả trước khi xếp hộp cần để ráo nước, và kiểm tra lại lần cuối cùng để loại bỏ những quả hay miếng quả không đủ qui cách trong quá trình xử lý còn sót lại. •

2. Thuyết minh quy trình: VIII. Thái khoanh: • đem thái thành khoanh có chiều dày 11 -15 mm tùy theo chiều cao hộp. • Chọn lại, cắt miếng. Những khoanh dứa cắt ra đem chọn lại cẩn thận. Khoanh nguyên vẹn, tròn đều đem đóng hộp “dứa khoanh nước đường”.

2. Thuyết minh quy trình: IX. Chần: • Loại bỏ phần không khí có trong các gian bào của thịt quả để tránh gây ảnh hưởng tới thành phần hóa học cũng như tránh hư hỏng và giảm chất lượng sản phẩm trong thời gian bảo quản. • Làm mất hoạt tính của các enzym, giúp nhanh chóng ổn định màu sắc của sản phẩm.

2. Thuyết minh quy trình: X. Xếp hộp: • Mục đích của giai đoạn này là tạo ra sản phẩm có hình dáng, bao bì thích hợp cho người sử dụng. • Phương pháp thực hiện: xếp hộp bằng thủ công. • Dứa xếp hộp phải đồng • đều về kích thước, màu sắc, ngay ngắn

2. Thuyết minh quy trình: XI. Cân: • Cân khối lượng bán thành phẩm. vd: đường kính hộp 73 mm, tương ứng 250 – 280 g khối lượng bán thành phẩm

2. Thuyết minh quy trình: XII. Rót dịch đường. • Dung dịch nấu bao gồm: tinh thể đường saccharose, nước, acid citric (0, 3% – 0, 5%) làm xúc tác cho phản ứng nghịch đảo đường, than hoạt tính. • hàm lượng acid citric sử dụng thường xấp xỉ 750 g/100 kg đường. • Thiết bị nấu: hình trụ, đáy nón, có lớp vỏ áo để ổn định nhiệt độ nấu, có cánh khuấy, nắp phẳng.

2. Thuyết minh quy trình: XII. Rót dịch đường: • Để thu được dịch đường không màu và trong suốt, ta sẽ thực hiện đồng thời quá trình nghịch đảo đường và quá trình tẩy màu trong thiết bị nấu. • Lọc nóng trong các thiết bị lọc khung bản để làm trong dịch đường và loại bỏ các tạp chất.

2. Thuyết minh quy trình: XII. Rót dịch đường: • Nhiệt độ dung dịch đường trong quá trình chiết rót: 80 – 85 o. C. • và nên rót cách miệng hộp 7 -10 mm. Nếu rót đầy quá, khi thanh trùng, nắp có thể bị hở (với hộp sắt) hoặc bị bật (với lọ thuỷ tinh).

2. Thuyết minh quy trình: • XIII. Ghép nắp: • Hộp rót nước đường xong, đem ghép nắp ngay trên máy ghép với độ chân không 300 -350 mm. Hg

2. Thuyết minh quy trình: XIII. Ghép nắp: • Tạo môi trường kín cách ly hoàn toàn sản phẩm với môi trường bên ngoài. • Chống lại sự xâm nhập của các yếu tố từ bên ngoài vào có thể làm hư hỏng sản phẩm. • Đảm bảo chất lượng sản phẩm trong suốt thời gian bảo quản.

2. Thuyết minh quy trình: XIV. Thanh trùng: Ø Quá trình thanh trùng được thực hiện qua 3 giai đoạn: • Giai đoạn gia nhiệt đến 100 o. C: thời gian 15 phút. • Giai đoạn giữ nhiệt ở 100 o. C: thời gian 20 phút. • Giai đoạn làm nguội: thời gian 25 phút.

2. Thuyết minh quy trình: XV. Dãn nhãn, Bảo ôn: • Dãn nhãn: Hoàn thiện sản phẩm, tăng giá trị cảm quan. • Bảo ôn: Ổn định các hợp phần của sản phẩm: đạt trạng thái cân bằng về hương vị và màu sắc. Phát hiện sớm hư hỏng: đánh giá hiệu quả thanh trùng.

2. Thuyết minh quy trình: • XVI. Sản phẩm: Dứa Cắt Khoanh Ngâm Đường Đóng Hộp.

IV. Tính cân bằng vật liệu. • Tổn thất trong sản xuất đồ hộp dứa ngâm đường (% tổng nguyên liệu qua từng quá trình. ) Tổn thất Giá trị Rửa 0, 5 Bẻ hoa. cuống 11 Cắt đầu 10 Đột lõi 10 Chần 0. 1

IV. Tính cân bằng vật liệu. Tổn thất Giá trị Gọt vỏ, sửa mắt 8 Thanh trùng 3 Xếp hộp. 2 Ghép mí. 3 Bảo ôn 1

IV. Tính cân bằng vật liệu. • Tính cho năng suất 1. 2 tấn sản phẩm. • Các kí hiệu: • Gv: khối lượng của nguyên liệu đầu vào của từng quá trình (tấn). • Gr: khối lượng của sản phẩm đầu ra của từng quá trình (tấn). • T: tỉ lệ tổn thất của mỗi quá trình (%).
 • GR,")
IV. Tính cân bằng vật liệu. Ø Quá trình bảo ôn (1) • GR, 1 = 1, 2 (tấn) • Tổn thất: T 1 = 1% • GV, 1 = GR, 1 + GR, 1* 0. 01 = 1, 212 (tấn)
 • GR,")
IV. Tính cân bằng vật liệu. Ø Quá trình thanh trùng, (2) • GR, 2 = 1, 212(tấn) • Tổn thất: T 2 = 3% • GV, 2 = GR, 2 + GR, 2* 0. 03 = 1, 24836(tấn)
 • GR,")
IV. Tính cân bằng vật liệu. Ø Quá trình ghép nắp, (3) • GR, 3 = 1, 24836 (tấn) • Tổn thất: T 3 = 3% • GV, 3 = GR, 3 + GR, 3* 0. 03 =1, 2858 (tấn)
 • GR,")
IV. Tính cân bằng vật liệu. Ø Quá trình xếp hộp, (4) • GR, 4 = 1, 2858 (tấn) • Tổn thất: T 4 = 2% • GV, 4 = GR, 4 + GR, 4* 0, 02 =1, 3115 (tấn)
 • GR, 5")
IV. Tính cân bằng vật liệu. Ø Quá trình chần, (5) • GR, 5 = 1, 3115(tấn) • Tổn thất: T 5 = 0, 1% • GV, 5 = GR, 5 + GR, 5* 0, 001 = 1, 3128(tấn)

IV. Tính cân bằng vật liệu. • Với tỷ lệ nước : cái là 40 : 60 thì khối lượng tổng nguyên liệu là: • GR, 5 =(1. 3128*100)/60=2. 188 • Khối lượng syrup đường dùng: 2. 188 – 1. 3128 = 0. 8752 (tấn)

IV. Tính cân bằng vật liệu. Tính hàm lượng đường và nước để nấu 1. 2 m 3 syrup đường nghịch đảo có nồng độ 15% khối lượng • Khối lượng riêng của syrup đường nghịch đảo 15% là 1, 06 kg/l. • Khối lượng của 1 m 3 syrup: 1200 * 1, 06 =1272 (kg)

IV. Tính cân bằng vật liệu. Trong quá trình nấu đường nghịch đảo, khối lượng đường tăng 5% so với nguyên liệu saccharose ban đầu, hàm lượng saccharose cần nấu syrup: 0, 15 * 1272 * (1 – 0, 05) = 181, 26 (kg) • Lượng nước cần để nấu suryp: 1272 – 181. 26 = 1090. 74 (kg)

IV. Tính cân bằng vật liệu. • Trong quá trình nấu syrup, tổn thất khoảng 5% lượng nước. • Lượng nước cần sử dụng: 1090. 74 * 1, 05 = 1145. 277(kg)

IV. Tính cân bằng vật liệu. • • Như vậy, với 875. 8 kg suryp thì cần: Khối lượng đường cần là 124. 8 kg. Khối lượng acid citric cần là 954. 1 g. Khối lượng nước cần là 788. 58 kg.
 GR.")
IV. Tính cân bằng vật liệu. • • Quá trình gọt. sửa mắt(6) GR. 6 = 1. 3128(tấn) Tổn thất: T 6 = 8% GV, 6 = GR, 6 + GR, 6* 0. 08 = 1, 4178 (tấn)
 • GR, 7")
IV. Tính cân bằng vật liệu. ü Quá trình đột lõi(7) • GR, 7 = 1, 4178(tấn) • Tổn thất: T 7 = 10% • GV, 7 = GR, 7 + GR, 7* 0. 1 = 1, 5596 (tấn)
 • GR, 8")
IV. Tính cân bằng vật liệu. Ø Quá trình cắt đầu(8) • GR, 8 = 1, 5596 (tấn) • Tổn thất: T 8 = 10% • GV, 8 = GR, 8 + GR, 8* 0. 01 = 1, 5752 (tấn)
 GR, 9 =")
IV. Tính cân bằng vật liệu. • • Quá trình rửa(9) GR, 9 = 1, 5752(tấn) Tổn thất: T 9 = 0. 5% GV, 9 = GR, 9 + GR, 9* 0. 005 = 1, 5831(tấn)
 GR, 10= 1,")
IV. Tính cân bằng vật liệu. • • Quá trình rửa(10) GR, 10= 1, 5831(tấn) Tổn thất: T 10 = 11% Gv, 10 = GR, 10 + GR, 10* 0. 11 = 1, 7572 (tấn)

IV. Tính cân bằng vật liệu. • Tổng kết cân bằng vật chất cho 1. 2 tấn nguyên liệu dứa/ngày. Quá trình Sản phẩm Nguyên liệu Bảo ôn 1. 212 Thanh trùng 1. 212 1. 248 Ghép nắp 1. 248 1. 2858 Xếp hộp 1. 2858 1. 3115 Chần 1. 3115 1. 3128

IV. Tính cân bằng vật liệu. Quá trình Sản phẩm Nguyên liệu Gọt, sửa mắt 1. 3128 1. 4178 Đột lõi 1. 4178 1. 5596 Cắt đầu 1. 5596 1. 5752 Rửa 1. 5752 1. 5831 Bẻ cuống 1. 5831 1. 7919

• Như vậy, để sản xuất 1. 2 tấn dứa/ngày thì cần: • Khối lượng nguyên liệu dứa: 1. 7572 (tấn). • Khối lượng đường cần là 124. 8 kg. • Khối lượng acid citric cần là 954 g. Khối lượng nước cần là 788. 58 kg.
 1 tháng cho")
Tổng nguyên liệu sử dụng trong 1 năm(300 ngày sản xuất) 1 tháng cho công nhân nghỉ 4 ngày, 1 ngày bảo trì máy móc Nguyên liệu 1 ngày 1 tháng 1 năm Dứa nguyên liệu (tân) 1. 7919 44. 7975 537. 57 Đường (kg) 127. 18 3179. 5 38154 Acid citric (g) 956. 1 239025 286830 Than hoạt tính (g) 890. 7 22267. 5 267210 Nước (kg) 803. 58 20089. 5 241074

1. C N BẰNG VẬT CHẤT Mục đích: Biết được lượng nguyên liệu cần nhập vào Mức hao phí qua các công đoạn Chọn thiết bị phù hợp vói năng suất sản xuất của nhà máy Biết được năng suất sản xuất, quản lí các khâu sản xuất Tuyển nhân viên đầy đủ và hợp lí, tiết kiệm chi phí sản xuất

2. TÍNH CHI PHÍ NGUYÊN LIỆU ĐẦU VÀO Quy trình sản xuất dứa cắt khoanh ngâm đường đóng hộp: 1. Năng suất: 1. 2 tấn/ngày. Giả thiết 1 ngày làm 1 ca, mỗi ca 8 h. Gọi. Nn: năng suất nhập khâu n N(n+1): năng suất nhập khâu n+1 n: số công đoạn. x 1, x 2, …. . , xn%, tiêu hao cho từng công đoạn S 1: năng suất trong 1 h S: năng suất

Lượng sản phẩm sản xuất trong 1 h: S 1 = 1. 2*10^3/8 = 150 (kg/h) Lượng sản phẩm sản xuất trong 1 h: S 1 = S/H (số giờ làm trong ngày) Thời gian nguyên liệu đi trong 1 công đoạn: T 1 =T/x (T: thơi gian làm việc, x: số công đoạn) T 1=8/18=0, 44 (h) =27 phút Lượng nguyên liệu cần nhập trong 1 h: N= (S*100 n)/[(100 -x 1)*(100 -x 2)*…*(100 -xn)] N=223. 88(kg/h). Nguyên liệu trước mỗi công đoạn: Nn= [N(n+1)*100]/(100 -x)

3. Tính cân bằng vật liệu. Quá trình Sản phẩm Nguyên liệu Bẻ cuống 1. 5831 1. 7919 Rửa 1. 5752 1. 5831 Cắt đầu 1. 5596 1. 5752 Đột lõi 1. 4178 1. 5596 Gọt , sửa mắt 1. 3128 1. 4178

3. Tính cân bằng vật liệu. • Tổng kết cân bằng vật chất cho 1. 2 tấn nguyên liệu dứa/ngày. Quá trình Sản phẩm Nguyên liệu Chần 1. 3115 1. 3128 Xếp hộp 1. 2858 1. 3115 Ghép nắp 1. 248 1. 2858 Thanh trùng 1. 212 1. 248 Bảo ôn 1. 212

4. LƯỢNG NGUYÊN LIỆU CẦN NHẬP Để đạt năng suất 1. 2 tấn/ ngày với những hao phí qua từng công đoạn như tính ở trên thì lượng nguyên liệu cần để sản xuất là: S =1. 7919 (tấn/ ngày). Hay S =1719. 23 (kg/ ngày)

I. Thuyết minh quy trình: 1. phân loại: • Trước hết cần loại bỏ nhữngquả dứa xanh, dứa quá chín, dập nát, sâu bệnh v. v. . . • Sau đó phân loại theo giống, theo độ chín và theo kích thước để chế biến riêng.

Dụng cụ: • Cân • Chọn cân: • Khối lượng nguyên liệu cân trong 1 h: 223. 88 (kg) • Thời gian trong 1 công đoạn : 27 phút • Trong 2 phút ta cân 1 lần ->số lần cân=27/2=13. 5 • Số kg cho 1 lần cân =223. 88/13. 5=16. 58 kg • Chọn loại cân có trọng lượng từ 20 – 25 kg thích hợp cho sản xuất

2. Rửa • Nguyên tắc hoạt động của máy rửa Quá trình rửa dứa bao gồm hai giai đoạn ngâm và rửa xối. Dứa được băng chuyền đưa vào bồn, tại đây dứa được ngâm trong nước đồng thời được băng chuyền đưa từ từ lên khu vực rửa xối. Trong khu vực rửa xối, nước được phun mạnh từ trên xuống dưới nhằm loại bỏ các tạp chất bám trên vỏ, dư lượng thuốc trừ sâu… Nước trong quá trình rửa được lọc và bơm trở lại.

a. rửa Bồn ngâm dứa , nước ngâm ở nhiệt độ thường Chọn bồn ngâm Số lần ngâm trong 27 phút , mỗi lần ngâm 5 -7 phút 27/5 = 5. 4 ( chúng ta ngâm làm 3 lần ) Sức chứa bồn ngâm : 223. 88/3 = 74. 6 (kg)

Thông số kỹ thuật Yêu cầu nước rửa: trong các nhà máy đồ hộp, nước dùng để rửa tốn 0, 7 – 1 lít/kg nguyên liệu. Chỉ tiêu vật lí Tiêu chuẩn Mùi vị Độ trong Màu sắc (thang màu Coban) Không mùi 100 ml 5 o Chỉ tiêu vi sinh vật Tổng số vi sinh vật hiếu khí Chỉ số Coli Vi sinh vật gây bệnh Dưới 100 con/ml Dưới 20 con/ml Không có

Chỉ tiêu hoá học p. H Độ cặn cố định (đốt ở 600 o. C) Độ cứng toàn phần (độ Đức) Độ cứng vĩnh viễn Ca. O Mg. O As Fe 6 – 7, 8 75 – 150 mg/lít Dưới 15 o 7 o 50 – 100 mg/lít 50 mg/lít 0, 05 mg/lít 0, 3 – 0, 5 mg/lít Rửa xối: dùng tia nước phun (áp suất 2 – 3 at) hay hoa sen để xối, dùng dòng nước chảy kéo chất bẩn sau khi ngâm, nước rửa phải lạnh và sạch.

• Chú ý: nguyên liệu sau khi rửa phải sạch, không bị dập nát, thời gian rửa ngắn và tốn ít nước. • Năng suất: 1, 5 – 2 tấn/h. • Công suất: 3, 75 k. W. • Chiều dài: 4 m. • Chiều cao: 2 m. • Chiều rộng: 1, 5 m. • Khối lượng: 1160 kg. • Cần 3 công nhân cho quá trình này

b. Máy rửa Thiết bị: máy ngâm rửa xối tưới.

3. Cắt cuống, lựa chọn • Phương pháp thực hiện: lựa chọn bằng tay trên băng tải. • Nguyên tắc hoạt động : Dứa được di chuyển trên băng tải, công nhân được bố trí hai bên băng tải để thực hiện quá trình lựa chọn, loại bỏ những quả dứa chưa đạt yêu cầu. Nguyên liệu dứa phải được dàn mỏng trên băng tải thì lựa chọn mới không bỏ sót. Trong khi lựa chọn, ta tiến hành cắt cuống và bỏ hoa.

Cắt cuống, lựa chọn • Định mức kỹ thuật một người sơ chế 120 kg dứa nguyên liệu/h. • Chiều rộng băng tải: 0, 8 – 0, 9 m. • Chiều dài băng tải: 10 m. • Vận tốc băng tải: 0, 004 – 0, 007 m/s. • Công suất động cơ: 2 – 2. 5 k. W. • Lượng công nhân sử dụng: 16 người.

Cắt cuống và lựa chọn dứa.

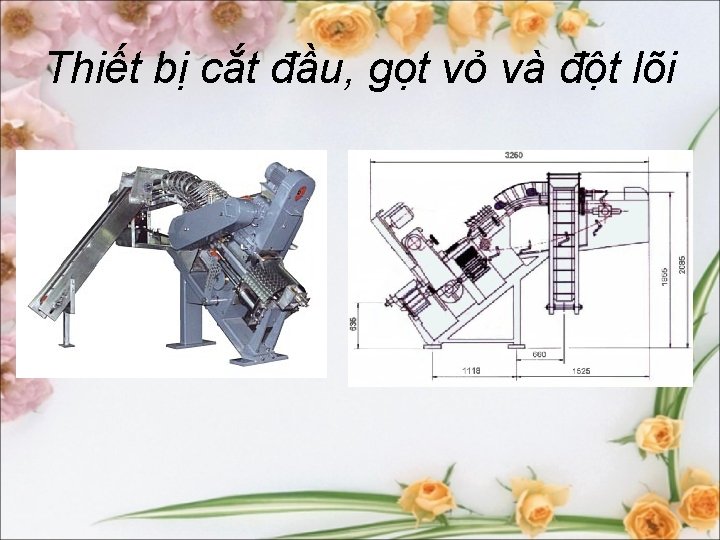
4. Máy cắt đầu, gọt vỏ, đột lõi Thiết bị: máy cắt đầu, gọt vỏ và đột lõi dứa FCPM – 80 của Thái Lan. Nguyên tắc hoạt động Dứa được băng tải đưa từ bộ phận rửa vào xích tải nhập liệu. Dứa qua cửa nhập liệu sẽ được đẩy xuống bộ phận cắt. Trước khi cắt, dứa được định vị tại cơ cấu định vị, dao cắt hình trụ xoay cắt phần thân trụ của trái.

4. Máy cắt đầu, gọt vỏ, đột lõi Dứa tiếp tục được đưa đến các khoanh chứa gắn trên một khung tròn: các khoanh này chuyển động quay gián đoạn. Mỗi lần khung ngừng lại sẽ có một bộ phận thực hiện cùng lúc việc cắt 2 đầu, đột lõi. Sau đó, phần thân trụ được đưa đến bàn thao tác. Phần phế phẩm sẽ được tháo ra ngoài qua các rãnh tháo phế phẩm.

Thông số kỹ thuật : • Đường kính ngoài của quả gọt: 94, 5; 83; 80; 73 hoặc 60 mm. • Đường kính lõi đột: 38, 30, 28 hoặc 25 mm. • Công suất động cơ: 4– 4, 5 k. W. • Tỉ lệ vỏ: 20 – 30% so với khối lượng quả đã bỏ cuống và hoa. • Năng suất trung bình: 50– 60 quả/phút hay 1 -2 tấn/h. • Chiều dài: 3, 3 m. • Chiều rộng: 2 m. • Chiều cao: 2, 1 m. • lượng công nhân sử dụng : 3 người

5. Thiết bị thái khoanh FCPS 900 • FCPS – 900 là máy thái khoanh bán tự động, bộ phận chính là dao cắt phẳng hoặc răng cưa được điều khiển bằng một động cơ phía ngoài. • Nguyên tắc hoạt động : Dứa sau khi cắt đầu, gọt vỏ và đột lõi và chích mắt được đưa vào thiết bị thái khoanh bằng các hệ thống băng chuyền. Dứa được đưa vào lỗ hình trụ, dưới tác dụng cắt của lưỡi dao, tạo ra khoanh dứa phẳng và ít mảnh gãy vỡ nhất.

Thông số kỹ thuật • Vật liệu thép không gỉ. • Đường kính quả: 94, 5; 83; 73 hoặc 65 mm. • Bề dày khoanh: 10; 10, 5; 12 hoặc 12, 5 mm. • Động cơ: 0, 75 k. W. • Năng suất: 1 tấn/h. • Chiếu dài: 1. 5 m. • Chiều rộng: 1 m. • Chiều cao: 2, 8 m. • Lượng công nhân sử dụng : 3 người

Số lượng: 2 thiết bị.

Các bước thái khoanh

6. Phân loại Phương pháp thực hiện: phân loại dứa bằng thủ công. Phân loại dứa bằng thủ công Để phân loại các khoanh đạt tiêu chuẩn đóng hộp, cách hiệu quả nhất là dựa trên tính chất tự nhiên duy nhất của dứa là trái chín từ dưới lên. Vì vậy các khoanh tốt nhất thường là ở phần dưới trái.

6. Phân loại Người ta kiểm tra bề mặt các khoanh dưới của trái, bỏ qua các khoanh có lỗi cho đến khi tìm được khoanh đầu tiên đạt tiêu chuẩn loại thượng hạng (hình dạng đẹp, tròn đều, màu sắc đồng nhất). Những khoanh đạt tiêu chuẩn này sẽ được dùng làm dứa khoanh. Các khoanh không đạt được tiêu chuẩn trên được đem cắt nhỏ làm thơm khúc hoặc rẻ quạt. Các khoanh xấu hơn dùng làm đồ hộp thơm miếng nhỏ.

Dứa khoanh được di chuyển trên băng tải, công nhân được bố trí hai bên băng tải để thực hiện quá trình kiểm tra, loại bỏ những khoanh dứa chưa đạt yêu cầu. Nguyên liệu phải dàn mỏng trên băng tải thì kiểm tra đạt hiệu quả cao. Thông số kỹ thuật Định mức kỹ thuật một người kiểm tra 150 kg dứa khoanh/h. Vận tốc băng tải: 0, 005 – 0, 01 m/s. Chiều rộng băng tải: 0, 8 – 0, 9 m. Chiều dài băng tải: 10 m. Công suất động cơ: 2 – 2. 5 k. W. Lượng công nhân sử dụng: 6 người

Hệ thống phân loại dứa khoanh bằng băng tải

7. Rửa sau sơ chế Phương pháp thực hiện: rửa bằng hệ thống băng tải. Các khoanh dứa được vận chuyển bằng băng tải, đi qua bể nước sạch. Thông số kỹ thuật - Nước rửa đảm bảo những chỉ tiêu về vệ sinh do Bộ Y Tế qui định. - Năng suất: 1. 5 - 2 tấn/h. - Công suất động cơ: 1. 5 k. W. - Vận tốc băng tải: 0, 2 – 0, 25 m/s. - Chiều dài: 5 m. - Chiều rộng: 0, 8 – 0, 9 m. - Thiết bị rửa: l = 2, 5 m; d = 1, 2 m; h = 1, 2 m.

8. Chần Thiết bị: hệ thống chần băng tải. Nguyên tắc hoạt động Sau khi vào cửa nhập liệu, các khoanh dứa được gia nhiệt sơ bộ bằng hơi nước 700 C phun qua vòi từ trên xuống. Sau đó, dứa được chần bằng hơi nước với nhiệt độ 900 C từ trên xuống. Sau khi chần, dứa qua giai đoạn làm nguội.

Thông số kỹ thuật o Quá trình chần được thực hiện trong thiết bị chần băng tải qua 3 giai đoạn Giai nhiệt sơ bộ ở 55 – 650 C trong 30 giây. Chần ở 900 C trong 1 phút. Làm nguội trong 30 giây. o Lượng nước tiêu hao : 1 m 3 / 2 tấn nguyên liệu o Năng suất: 1. 5 -2 tấn/h. o Công suất động cơ: 1. 5 – 2 k. W. o Vận tốc băng tải: 0, 04 – 0, 042 m/s. o Chiều dài: 3 m. o Chiều rộng: 1, 2 m. o Chiều cao: 2 m. lượng công nhân sử dụng : 3 người

Hình 4. 21: Hệ thống chần bằng băng tải.

9. Xếp hộp Phương pháp thực hiện: xếp hộp bằng phương pháp thủ công. Chuẩn bị bao bì kim loại Hộp trước khi sử dụng phải được kiểm tra phẩm chất và rửa sạch. Đối với sản phẩm dứa, người ta thường dùng hộp sắt có sơn vecni thực phẩm. Nếu dùng hộp không sơn vecni, sản phẩm thường có vị kim loại.

Hộp đủ tiêu chuẩn được rửa sạch bằng nước, nước nóng, khi cần thiết có thể dùng dung dịch kiềm loãng hay nước xà phòng loãng, soda để làm sạch tạp chất bụi cát, dầu, khoáng còn dính ở vỏ hộp khi gia công, sau đó sấy khô. Sau đó, hộp được đưa ra băng chuyền để cho công nhân tiến hành xếp các khoanh dứa vào hộp.

Giai đoạn xếp hộp: các khoanh dứa sau khi đã qua công đoạn phân loại và rửa, được xếp hộp thủ công ngay trên băng chuyền. Băng chuyền có chiều rộng và vận tốc thích hợp để giai đoạn xếp hộp đạt yêu cầu.

• Những yêu cần chú ý trong giai đoạn xếp hộp là: o Đảm bảo đúng số lượng khoanh và khối lượng (khối lượng tịnh). o Đảm bảo vệ sinh an toàn thực phẩm. o Không được có tạp chất trong sản phẩm. o Đảm bảo độ đồng nhất về kích thước, màu sắc của sản phẩm. o Trình bày đẹp

• Thông số kỹ thuật o Hộp có kích thước với đường kính 100 mm, chiều cao 110 mm. o Định mức kỹ thuật một người xếp 15 kg dứa khoanh/h. o Năng suất: 150 kg/h. o Vận tốc băng tải: 0, 001 – 0, 002 m/s. o Kích thước: chiều dài 10 m; chiều rộng 0, 8 – 0, 9 m. o Công suất động cơ: 2 – 2, 5 k. W. o Số lượng công nhân sử dụng: 10 người.

Một số chỉ số khi xếp hộp Dạng sản phẩm Khối lượng tịnh ( g) Khối lượng quả khi xếp hộp (g) Nồng độ nước đường (%) Thơm khoanh 650 450 14 – 15 Thơm rẻ quạt 650 450 – 500 14 – 15 Thơm miếng nhỏ 650 450 – 550 14 – 15

Dây chuyền xếp dứa vào hộp

10. Rót dịch Thiết bị: máy tự động rót. Nguyên lý hoạt động Dung dịch syrup từ bồn chứa trung gian sẽ được bơm vào bộ phận rót dịch. Hộp từ băng chuyền đến vị trí các bình đong, hộp được nâng lên lúc đó van sẽ mở ra cho dịch syrup đường chảy vào. Quá trình rót xảy ra rất nhanh, sau đó qua cơ cấu truyền động được chuyển đến khâu ghép nắp.

Thông số kỹ thuật o Năng suất: 2000 hộp/h. o Lượng dịch syrup rót từ 85 – 95 ml. o Công suất động cơ: 2 – 3 k. W. o Kích thước: chiều dài 3 m; chiều rộng 1, 5 m; chiều cao 3 m. Lượng công nhân sử dụng : 3 người

Thiết bị chiết rót chân không.

11. Ghép nắp Thiết bị: máy ghép nắp tự động. Nguyên lý hoạt động Tại đây, hộp được hút chân không nhờ bơm hút chân không, tạo ra chân không trong một khoảng trung gian. Với cơ cấu đậy, nắp được hạ xuống, quá trình ghép được thực hiện. Khi ghép xong nhờ cơ cấu truyền động đưa hộp sang quá trình tiếp theo.

Thông số kỹ thuật o Áp suất chân không trong khoảng: 250 – 450 mm. Hg. o Năng suất: 2000 hộp/h. o Công suất động cơ: 2, 5 k. W. o Chiều dài: 2, 7 m. o Chiều rộng: 1, 3 m. o Chiều cao: 2, 5 m. Lượng công nhân sử dụng : 3

Máy tự động ghép nắp.

12. Thanh trùng Thông số kĩ thuật o Năng suất: 2000 hộp/h. o Công suất động cơ: 1, 5 – 2 k. W. o Chiều dài: 10 m. o Chiều rộng: 1, 2 m. o Chiều cao: 3 m. Lượng công nhân sử dụng : 3 người

Thiết bị thanh trùng tunnel

13. Dán nhãn và đóng gói Hiện nay, để giảm nhẹ việc xếp các chồng đồ hộp trong kho khi bảo ôn, và để cho việc xuất đồ hộp được nhanh, ngay sau khi làm khô, người ta có thể dán nhãn và xếp hòm liền rồi mới bảo ôn. Việc dán nhãn có thể làm bằng tay hay bằng máy. Thiết bị: máy dán nhãn model TB – 600.

Thông số kỹ thuật o Năng suất: 2000 hộp/h. o Công suất động cơ: 0, 5 k. W. o Chiều dài: 1, 8 m. o Chiều rộng: 0, 7 m. o Chiều cao: 1, 6 m. Lượng công nhân sử dụng : 3 người Các hộp do có kích thước nhỏ nên được xếp vào hòm gỗ hay hòm carton. Ở mỗi lớp đồ hộp có một lớp giấy lót. Với bao bì thủy tinh phải chèn, lót kỹ bằng bao giấy bồi, ô ngăn, dăm bào, rơm… và chỉ dùng bao bì gỗ hoặc hòm carton dày mới đảm bảo không bị nứt vỡ.

14. Bảo ôn Cách thực hiện: sản phẩm được bảo ôn trong phòng bảo ôn với nhiệt độ thích hợp. Bảo ôn toàn bộ sản phẩm trong 15 ngày ở nhiệt độ thường với mục đích ổn định các thành phần trong sản phẩm. Trong một số trường hợp có thể bảo ôn 1% số lượng sản phẩm ở nhiệt độ 37 – 420 C trong 36 – 48 giờ với mục đích phát hiện sớm hư hỏng.

a h n ê h t g n ô t g n ă b t t ă ă c M a ư d t â u x n a s y g n ma ơ ư đ m â g n h n a o kh

Giơ i thiê u Sơ lược nhân sự của nhà máy Giám đốc PGĐ. Kỹ thuật PGĐ. Kinh doanh P. CIP P. Kế toán P. Kinh doan h P. Tổ chức hành chính P. Kế hoạch

Lượng nhân viên văn phòng stt Bộ phận Số người 1 Giám đốc 1 2 Phó giám đốc 2 3 Phòng kỹ thuật 5 4 Phòng kinh doanh, marketing 6 5 Phòng kế hoạch 2 6 Phòng tổ chức hành chính 5 7 Phòng kế toán 3 8 Phòng y tế 2 Tổng 26

Lượng công nhân sản xuất Công đoạn Tổng nhân công làm việc / ngày (2 ca) Rửa 3 Cắt cuống, lựa chọn dứa 16 Cắt đầu , gọt vỏ , đột lõi 3 Thái khoanh 3 Phân loại 6 Rửa sau sơ chế 2 Chần 3 Xếp hộp 10 Rót dịch 3 Thanh trùng 3 Dán nhãn 3 Công nhân vận chuyển 10 Tổng 65

Tổng cộng 1 ngày sản xuất có 65 công nhân, cộng thêm: - 2 nhân viên bảo vệ - 6 nhân viên phục vụ nhà ăn - 2 nhân viên xử lý nước thải

Mu c lu c I. Cho n diê n ti ch xây dư ng 1. Mô t sô cơ sơ đê cho n diê n ti ch xây dư ng 2. Ti nh va cho n kho 2. 1. Ti nh va cho n kho ba o qua n nguyên liê u chi nh 2. 2. Ti nh va cho n kho ba o qua n nguyên liê u phu 2. 3. Ti nh va cho n kho ba o qua n tha nh phâ m 2. 4. Pho ng thay đô 2. 5. Pho ng ba o ôn 3. Diê n ti ch ca c phân xươ ng trong khu vư c sa n xuâ t

4. Diê n ti ch ca c phân xươ ng phu c vu sa n xuâ t 4. 1 Diê n ti ch ca c xươ ng năng lươ ng 4. 2 Diê n ti ch khu vư c xư ly nươ c 5. Diê n ti ch ca c khu vư c ha nh chi nh, qua n ly ca c công tri nh kha c 5. 1 Nha ha nh chi nh 5. 2 Nha xe ta i chơ ha ng 5. 3 Nha đê xe công nhân II. Bô tri mă t bă ng nha ma y

I. Cho n diê n ti ch xây dư ng 1. Mô t sô cơ cơ đê cho n diê n ti ch xây dư ng Bô tri thiê t bi va cho n diê n ti ch xây dư ng ca c phân xươ ng sa n xuâ t: Dư a va o ki ch thươ c thiê t bi , hê thô ng thiê t bi. Dư a va o khoa ng ca ch giư a ca c thiê t bi : thông thươ ng 1, 5 m. Thiê t bi ca ch tươ ng: thươ ng tô i thiê u 1, 5 m.

I. Cho n diê n ti ch xây dư ng 1. Mô t sô cơ cơ đê cho n diê n ti ch xây dư ng Ca c thiê t bi co ti nh năng tương tư nên đă t tha nh nho m. Bê rô ng ca c lô i đi trong phân xươ ng : 1, 5 m. Cho n diê n ti ch ca c kho nguyên liê u phu , kho tha nh phâ m: Dư a va o khô i lươ ng nguyên liê u, khô i lươ ng tha nh phâ n tô i đa trong thơ i gian ba o qua n.

I. Cho n diê n ti ch xây dư ng 1. Mô t sô cơ cơ đê cho n diê n ti ch xây dư ng Dư a va o ki ch thươ c ca c gia đơ , ca c pallet. Ki ch thươ c ca c lô i đi trong kho, thao ta c vâ n chuyê n. Bô tri mă t bă ng nha ma y, cho n diê n ti ch ca c phân xươ ng phu , ca c công tri nh phu c vu sa n xuâ t va sinh hoa t trong nha ma y : Dư a va o ki ch thươ c, sô lươ ng ca c phân xươ ng sa n xuâ t chi nh – phu , ca c công tri nh phu c vu sa n xuâ t, sinh hoa t.

I. Cho n diê n ti ch xây dư ng 1. Mô t sô cơ cơ đê cho n diê n ti ch xây dư ng Diê n ti ch đâ t dư trư : khoa ng 30 – 100% diê n ti ch ca c phân xươ ng sa n xuâ t chi nh. Diê n ti ch cây xanh : khoa ng 10 – 20% diê n ti ch nha ca c phân xươ ng, công tri nh, kho. Ca c công tri nh chi nh hươ ng ra đươ ng giao thông chi nh( cô ng chi nh). Phân luô ng giao thông giư a ca c da y nha va cho n khoa ng ca ch phu hơ p( thông thươ ng : lo ng đươ ng giao thông chi nh 6 –

I. Cho n diê n ti ch xây dư ng 1. Mô t sô cơ cơ đê cho n diê n ti ch xây dư ng Ca c công tri nh vê sinh công cô ng đă t cuô i hươ ng gio. Vu ng sa n xuâ t : la vu ng quan tro ng nhâ t, thươ ng đươ c bô tri giư a nha ma y, ca c vu ng kha c đă t xung quanh. Ca c công tri nh năng lươ ng(câ p điê n, lo hơi, khi ne n, …) thươ ng đươ c bô tri phi a sau xi ngiê p, cuô i hươ ng gio , gâ n nguô n cung câ p nươ c.

I. Cho n diê n ti ch xây dư ng 1. Mô t sô cơ cơ đê cho n diê n ti ch xây dư ng Ca c kho chư a thươ ng đă t ca nh đươ ng giao thông chi nh, phi a sau nha ma y hoă c ca nh ri a nha ma y. Nha ha nh chi nh, qua n tri : bô tri trươ c hoă c bên ca nh nha ma y, vê phi a giao thông chi nh, nhiê u ngươ i đi la i.

I. Cho n diê n ti ch xây dư ng 2. Ti nh va cho n kho 2. 1. Ti nh va cho n kho ba o qua n nguyên liê u chi nh Kho ba o qua n nguyên liê u đươ c sư du ng đê chư a nguyên liê u phu c vu 2 nga y sa n xuâ t cu a nha ma y. Đô i vơ i dư a, thu ng du ng đê chư a 1 tâ n nguyên liê u co ki ch thươ c : chiê u da i * chiê u rô ng * chiê u cao = 2 m * 1, 5 m.

I. Cho n diê n ti ch xây dư ng 2. Ti nh va cho n kho 2. 1. Ti nh va cho n kho ba o qua n nguyên liê u chi nh Nguyên liê u Lươ ng sư du ng trong 1 nga y(tâ n) Lươ ng sư du ng trong 2 nga y(tâ n) Sô thu ng chư a Dư a 1, 7919 3, 5838 4

I. Cho n diê n ti ch xây dư ng 2. Ti nh va cho n kho 2. 1. Ti nh va cho n kho ba o qua n nguyên liê u chi nh Ø Cho n ca c gia đơ : • Các thùng chứa đặt trên các giá đỡ cố định. Hai giá đỡ được xếp thành 1 cặp, các cặp giá đỡ còn lại 1, 5 m, cách tường 1, 5 m. Mỗi giá đỡ xếp được 2 thùng chứa. Giá đỡ cách mặt sàn 0. 5 m. • Chọn giá đỡ có kích thước : chiều dài * chiều rộng * chiều cao = 4. 2 m * 2 m

Với 3 cặp giá đỡ, theo tính toán kích thước kho: chiều dài * chiều rộng * chiều cao = 5 m* 7 m * 6 m. 2. 2. Tính và chọn kho bảo quản nguyên liệu phụ hao trung Tiêu hao trpng 3 Số bao 25 kg Nguyên liệu Tiêu phụ : đường, acid citric bảo quản bình trong 1 ngày( tháng( kg) kg/ngày) quá 3 tháng. trong kho không Nguyên liệu Đường 127, 18 9538. 5 382 Acid citric 0. 956 71. 7 3 Tổng 385

2. 2. Tính và chọn kho bảo quản nguyên liệu phụ Giả sử 1 m 3 không gian xếp được 10 bao, chiều cao xếp bao là 4, 5 m. • Diện tích xếp bao là 385/(10*3)=12. 83 m 2 • Lấy diện tích dành cho lối đi và khoảng cách giữa các loại nguyên liệu bằng 30% diện tích xếp bao. • Vậy diện tích kho bảo quản : 1, 3 * 12. 83 = 16. 683 m 2 Chọn diện tích xây dựng : 6 m * 3 m= 18 m 2 • Theo tính toán kích thước : chiều dài * chiều rộng * chiều cao= 6 m * 3 m * 6 m.

2. 3 Tính và chọn kho thành phẩm Kho thành phẩm dùng để chứa sản phẩm trong 3 ngày sản xuất của nhà máy. Sản phẩm đựng trong thùng carton có kích thước : chiều dài * chiều rộng * chiều cao= 0. 8 m*0. 7 m*0. 25 m, thì có thể chứa 100 hộp. Số hộp cần trong 1 ngày : 1200000/265=4528. 3 Sản phẩm Lượng sản phẩm trong 1 ngày Lượng sản phẩm trong 3 ngày Số thùng carton Đồ hộp dứa ngâm đường 4529 13587 136

2. 3 Tính và chọn kho thành phẩm Ø Các thùng carton được xếp thành 1 khối có kích thước : chiều dài * chiều rộng * chiều cao= 2 m*2 m*1. 5 m, có thể chứa khoảng 36 thùng carton. Ø Số khối các thùng carton có thể xếp : 136/36=3, 778 • Các khối đặt trên các giá đỡ cố định. Một giá đỡ được xếp cách tường 1. 2 m. Giá đỡ có 2 tầng. Mỗi tầng được xếp thành 2 khối.

• Chọn giá đỡ có kích thước : chiều dài x chiều rộng x chiều cao =4. 2 m x 2 m • Theo tính toán kích thước kho: chiều dài x chiều rộng x chiều cao =7 m x 4. 5 m x 6 m 2. 4 Phòng thay đồ - Phòng thay đồ 1 dành cho công nhân từ khâu rửa – chần: gồm 5 phòng mỗi phòng: 0. 6 x 0. 6 Diện tích: S = 9 x 1. 5 - Phòng thay đồ 2 dành cho công nhân từ khâu xếp hộp – thanh trùng: gồm 10 phòng mỗi phòng: 0. 6 x 0. 6 Diện tích: S= 6 x 1. 5

2. 5 Phòng bảo ôn • Thành phẩm sau khi hoàn thành sẽ được bảo ôn trong vòng 15 ngày • Mỗi ngày sản xuất được 4529 hộp • Các hộp đặt trên giá đỡ : 3 x 2. mỗi tầng xếp 2 chồng, xếp hết 1 giá đủ cho 1 ngày sản xuất. • Mỗi giá đỡ có 4 tầng, cách mặt đất 0. 5 m. • Mỗi cặp giá đỡ cách nhau 0. 5 m. • Để chứa thành phẩm trong 15 ngày ta cần 15 giá. • Diện tích: S = 14 x 12 x 4

3. Diện tích các phân xưởng trong khu vực sản xuất • Chọn diện tích dựa vào cách bố trí thiết bị trên mb mỗi phân xưởng, diện tích lắp đặt thiết bị, lối đi giữa các khu vực, chiều dài và chiều rộng phân xưởng theo bước cột 6 m • Chọn mái dốc với độ dốc 1/8 – 1/12, có cửa mái để thông gió. .
 DIỆN TÍCH(m 2) 54 x 30 1620")
KHU VỰC SẢN XUẤT DÀI X RỘNG(m) DIỆN TÍCH(m 2) 54 x 30 1620 khu vực nấu syrup 9 x 6 54 Khu vực bao bì 6 x 6 36 Phòng CIP 6 x 3 18 Phòng kỷ thuật 6 x 3 18 Kho bảo quản nguyên liệu chính 7 x 5 35 Kho bảo quản nguyên liệu phụ 6 x 3 18 P. Bảo ôn 14 x 12 168 Kho thành phẩm 7 x 4. 5 31. 5 Khu vực sản xuất Phân xưởng sản xuất đồ hộp dứa Các kho

4. Diện tích các phân xưởng phục vụ sản xuất • 4. 1 Diện tích các xưởng năng lượng CÁC XƯỞNG DÀI X RỘNG(m) DIỆN TÍCH(m 2) Xưởng cấp điện 6 x 3 18 Xưởng cấp hơi 6 x 6 36 Phòng bảo trì 6 x 6 36 • 4. 2 Diện tích khu vực xử lý nước KHU VỰC DÀI X RỘNG(m) DIỆN TÍCH(m 2) Khu vực cấp và xử lý nước cấp 9 x 6 54 Khu vực xử lý nước thải 9 x 6 54

5. Diện tích khu vực hành chính, quản lý, và công trình khác. 5. 1 Nhà hành chính Gồm 2 tầng: • Tầng 1 : - Nhà ăn : tính cho số công nhân của toàn nhà máy ( trừ nhân viên phục vụ nhà ăn và bảo vệ) Trung bình gần 1 m 2/ng 93 x 1 = 93 m 2 93 + lối đi + bếp + kv. rửa chén 20 x 7 = 140 m 2

- Nhà vệ sinh cho nhân viên văn phòng: gồm 5 phòng, mỗi phòng: 1. 2 x 5 + lối đi + bồn rửa tay S = 3. 5 X 3. 5 = 12. 25

• Tầng 2: gồm - Phòng giám đốc - Phòng phó giám đốc - phòng làm việc của các nhân viên khác - Hội trường Diện tích bằng tầng 1

5. 2 Nhà xe tải chở hàng • Gara ô tô để chứa: • + 2 xe ca đưa đón công nhân. • + 1 xe con cho ban giám đốc. • + 5 xe chở hàng. • Giả sử diện tích trung bình mỗi xe: 15 m 2/xe. Diện tích cần thiết: • 8 × 15 = 120 (m 2) • Kích thước (D×R) (m): 18 x 7

5. 3 Nhà để xe công nhân • Tính cho lượng công nhân đông nhất trong 1 ngày là 101 ng • Nhà máy nằm trong KCN ngoại thành nên lượng xe máy nhiều hơn • Giả sử tất cả đều đi xe máy: 101 x 0. 6 x 2 = 121. 2 m 2 • Trừ thêm diện tích lối đi • Diện tích xây dựng: S = 12 x 15
 DIỆN TÍCH(m 2) Nhà hành")
CÁC KHU VỰC , CÔNG TRÌNH DÀI X RỘNG(m) DIỆN TÍCH(m 2) Nhà hành chính hội trường (2 tầng) 25 x 7 175 Nhà xe gắn máy, xe đạp 15 x 12 180 Nhà xe tải 18 x 7 126 Phòng bảo vệ (I) 3 x 3 9 Phòng bảo vệ (II) 3 x 3 9 Khu vực khuôn viên, thảm cỏ 1176
 Diện tích(m 2) Nhà vệ sinh 1 5 x 2. 5")
Dài x rộng(m) Diện tích(m 2) Nhà vệ sinh 1 5 x 2. 5 12. 5 Nhà vệ sinh 2 3. 5 x 2. 5 8. 75 Khu vực vệ sinh • Nhà vệ sinh 1 dành cho công nhân san xuất các khâu : rửa, cắt cuống, cắt gọt, chích mắt, thái khoanh, phân loại, chần và vận chuyển. • Nhà vệ sinh 2 dành cho công nhân sản xuát các khâu : xếp hộp , rót dịch, ghép nắp, thanh trùng.

II. Bố trí mặt bằng nhà máy • Kích thước nhà máy: chiều dài 100 m, chiều rộng 60 m • Tổng diện tích nhà máy 6000 m 2 • Hệ số sử dụng đất • Ksd = diện tích xây dựng các xưởng, công trình kho/diện tích nhà máy=(3498*100)/6000=58. 3%

Bố trí mặt tổng thể như sau

Chú thích • • • 1. Khu vực sản xuất chi nh 2. Nhà hành chính, hội trường 3. Nha đê xe công nhân 4. Nha xe ta i chơ ha ng 5. Pho ng ba o tri 6. Nha vê sinh 1 8. Xươ ng câ p hơi 9. Khu vư c xư ly câ p điê n 10. Nha vê sinh 2 12. Khu vư c câ p va xư ly câ p nươ c

• • • 13. Khu vư c xư ly nươ c tha i 14. Phòng ba o vê 15. Kho nguyên liê u chi nh 16. Kho nguyên liê u phu 17. Phòng ky thuâ t 18. Phòng CIP 19. Phòng nâ u syrup 20. Pho ng bao bi 21. Pho ng ba o ôn 22. Khi chư a tha nh phâ m 23. Pho ng thay đô 1 24. Pho ng thay đô 2

KHU SẢN XUẤT CHÍNH
")
Ky hiê u Công đoa n Sô lươ ng Da i x rô ng(m) 1 n Rư a xô i 3 3 x 0. 8 1 a Că t cuô ng 1 5 x 0. 8 1 b Go t vo , đô t lo i 1 3. 3 x 2 1 c Nhi p mă t 1 5 x 0. 8 1 d Tha i khoanh 2 1 x 1 1 e Phân loa i 2 5 x 0. 8 1 f Rư a sau sơ chê 2 2. 5 x 0. 8 1 g Châ n 2 3 x 1. 2 1 h Xê p hô p 1 10 x 0. 8 1 i Ro t di ch 3 3 x 1. 5 1 k Ghe p nă p 3 2. 7 x 1. 3 1 l Thanh tru ng 3 10 x 1. 2 1 m Da n nha n 3 1. 8 x 0. 7

• • • Phân xưởng sản xuất chính có kích thước Dài × rộng × cao: 54 × 30 × 10 (m) Diện tích: S = 54*30 = 1620 (m 2) Nhịp nhà : L = 30 (m) + Bước cột : B = 6 (m), mở rộng B = 9 (m) • + Chiều cao nhà : H = 10 (m) • + Chiều dài nhà : D = 54 (m)

KHU SẢN XUẤT CHÍNH Đặc điểm nhà: - Nhà bằng bê tông cốt thép: + Cột 400 × 600 và 400 × 400 (mm) + Tường bao che dày 300 (mm). + Cửa sổ (C × R) (mm): 2000 × 3000 + Cửa chính: chọn loại cửa đẩy ngang Kích thước : (C × R) (mm): 4000 × 3000 + Cửa phụ: (C × R) (mm): 3000 × 3000, 2500 × 3000
: - 2 a: nha ăn -")
Khu hành chính • Tâ ng 1(trê t): - 2 a: nha ăn - 2 c: nha vê sinh cho nhân viên văn pho ng.

• Tâ ng 2: - 2 d: pho ng nhân viên kha c. - 2 e: pho ng pho gia m đô c. - 2 f: pho ng gia m đô c. - 2 g: hô i trươ ng

tính hơi cho qui trình sản xuất dứa cắt khoang ngâm đường đóng hộp Chần : Khối lượng khoanh dứa cần gia nhiệt trong 1 ngày là : m= 1200 kg Thời gian chần là 1 giờ Nhiệt dung riêng của khoanh dứa là : c = 1. 37 k. J/kg Nhiệt độ ban đầu của khoanh dứa : t 1 = 300 C Nhiệt độ cao nhất của khoanh dứa khi cần chần : t 2 = 950 C Nhiệt lượng cần cung cấp là : Q 1= m. c. (t 2 – t 1 ) =106860 ( k. J/ ngày )

Thanh trùng Khối lượng dứa ngâm đường cần gia nhiệt trong 1 ngày : m= 1800 kg Nhiệt dung riêng của dứa ngâm đường : c = 2. 6 k. J/kg Nhiệt độ ban đầu của dứa ngâm đường : t 11=450 C Nhiệt độ cao nhất của dứa ngâm dường khi tiến hành thanh trùng : t 12 = 1150 C Nhiệt lượng cần để đun nóng dứa ngâm đường : Q 1 = m * c * (t 12 – t 11) =327600 (k. J/ngay) Nhiệt lượng cần cung cấp để đun nóng nước ( nhiệt lượng nước tổn thất 30 % so với nhiệt lượng cung cấp cho quá trình thanh trùng) Q 2 = 1, 3 * Q 1 = 425880(k. J/ngay)

Đặc tính hơi gia nhiệt Áp suất : 2 at. Nhiệt hóa hơi: r (hh) = 2208 k. J/kg. Giả sử hơi ngưng tụ 90%. Lượng hơi cần cung cấp để đun nóng nước (tổn thất nhiệt ra môi trường ngoài 5% ) H 2=1. 05*(Q 2/0. 9*r)=225. 017 ( kg/ ngày )

Nấu dịch syrup Khối lượng đường saccharose cần đun nóng trong 1 ngày: m 1 = 108. 17 kg. Khối lượng nước cần đun nóng trong 1 ngày: m 2 = 664. 20 kg. Thời gian nấu đường là 3 giờ. Nhiệt dung riêng của đường: c 1 = 1, 36 k. J/kg. K. Nhiệt dung riêng của nước: c 2 = 4, 18 k. J/kg. K. Nhiệt độ ban đầu của đường, nước: t 11 =300 C Nhiệt độ cao nhất của đường, nước khi thủy phân: t 12 =900 C Nhiệt lượng cần cung cấp đun nóng đường : Q 1 = m 1 * c 1 * (t 12 – t 11) = 8826. 672 (k. J/ngay)

Nhiệt lượng cần cung cấp đun nóng nước Q 2 = m 2 * c 2 * (t 12 – t 11) = 166581. 36 (k. J/ngày) Tổng lượng nhiệt của quá trình nấu syrup Q = Q 1 + Q 2 = 175408. 03 (k. J/ngày) Đặc tính hơi gia nhiệt Áp suất: 2 at. Nhiệt hóa hơi: rhh= 2208 k. J/kg. Giả sử hơi ngưng tụ 90%. Lượng hơi cần cung cấp (tổn thất nhiệt ra môi trường ngoài 5%) H 3=1, 05 * ( Q/ 0, 9 * r ) = 92. 6823 ( kg/ngày) Tổng lượng hơi 3 bar cần dùng trong quy trình sản xuất đồ hộp dứa H=H 1 +H 2 +H 3 =391. 441 (KG/NGÀY)

Nhiệt lượng cần cung cấp để đun nóng nước ( nhiệt lượng nước tổn thất 30 % so với nhiệt lượng cung cấp để chần khoanh dứa ) Q 2 = 1, 3 * Q 2 = 138918 ( k. J/ ngày ) Đặc tính hơi gia nhiệt : Áp suất : 2 at Nhiệt hóa hơi : r (hh) =2208 ( k. J/ kg) Giả sử hơi ngưng tu 90 % Lượng hơi cần cung cấp để đun nóng nước ( tổn thất nhiệt ra môi trường ngoài 5%) : H 1 =1, 05 * ( Q 2 / 0, 9 * r ) =73. 4017 ( kg/ ngày)

Tính nồi hơi Lượng hơi cần dùng trong 1 ngày H = H 1+ H 2 + H 3 = 391. 441 (kg/ngày) Lượng hơi cần thiết nấu syrup đường của đồ hộp dứa: Hđ = 92. 6823 kg. Thời gian nấu đường: tđ = 3 giờ. Lượng hơi cần thiết thanh trùng: Ht = 225. 017 kg. Thời gian thanh trùng: tt = 8 giờ. Lượng hơi trung bình cần Htb =(Hđ/tđ )+(Ht /tt)=59. 021 kg

Tính lạnh và chọn máy nén lạnh Tính lạnh cho kho bảo quản nguyên liệu Kích thước kho bảo quản lạnh nguyên liệu Chiều dài (d): 18 m. Chiều rộng (r): 12 m. Chiều cao (c): 6 m. Thể tích kho lạnh V 1 = d * r * c = 648 (m 3) Nhiệt độ trong kho lạnh: 150 C Năng suất lạnh cần cung cấp Q 1 = V 1 * p * a * ( ing – itr) = 68855, 12 (k. J)

Trong đó V 1 = 648 m 3: thể tích kho lạnh. p = 1, 453 kg/m 3: khối lượng riêng của không khí ở 15 o. C. a = 1: hệ số tuần hoàn không khí. ing = 123 k. J/kg: entanpy không khí bên ngoài kho (thời điểm nóng nhất có độ ẩm 80% và nhiệt độ 37 o. C) itr = 49, 87 k. J/kg: entanpy không khí bên trong phòng lạnh (độ ẩm 90%, nhiệt độ 150 C) Tổn thất lạnh qua tường, sàn, trần và chiếu sáng là 20%. Vậy năng suất lạnh cần Q 1, = 1, 2 * Q 1 = 82626, 14 (k. J)

1. TÍNH LƯỢNG ĐIỆN SỬ DỤNG Trong nhà máy điện chủ yếu sử dụng vào các mục đích: ØĐiện cho chiếu sáng ØĐiện cho sản xuất • Các yêu cầu đối với các loại điện trong phân xưởng sản xuất: Đảm bảo chiếu sáng cần thiết để công nhân làm việc tốt. Ánh sáng phải phân bố đều không có bóng mờ hay bị che khuất. • Các yêu cầu đối với điện sản xuất: • Công xuất động cơ của phân xưởng phải phù hợp với tổng thiết bị trong dây truyền sản xuất.

• • • Tính điện chiếu sáng a. Phân xưởng sản xuất chính Sử dụng bóng đèn huỳnh quang 40 W – 220 V dài 1, 2 m Số bóng điện cần dùng: Với: Pd: công suất của bóng đèn: Pd=40 W. P: công suất riêng: P=Ptc*S. S: diện tích chiếu sáng: S=2376. 6 m 2. Ptc: công suất chiếu sáng tiêu chuẩn. Ptc=8 W/m 2 n: số bóng đen cần n=P/P d
 P: Công suất đèn trong phân xưởng chính")
P=8 x 2376. 6=19012. 8 (w) P: Công suất đèn trong phân xưởng chính trong 1 h Số bóng điện cần dùng: n=19012. 8/40=475. 3 Lấy n = 476 bóng. Mắc điện theo kiểu đối xứng, chiều cao của đèn là 6 m. Công suất đèn trong một ngày là: A = (476*8)*16 = 60928 (W)

Tính điện Điện dùng trong nhà máy có 2 loại: Điện động lực (điện vận hành thiết bị). Điện dân dụng (điện thắp sáng và sinh hoạt). STT Tên thiết bị Công suất SL Tổng 1 Máy ngâm rửa xối tưới 3, 75 1 3, 75 2 Dây chuyền cắt cuống 2, 5 1 2, 5 3 Máy cắt gọt 4, 5 1 4, 5 4 Máy thái khoanh 0, 75 2 1, 5 5 Dây chuyền phân loại 2, 5 1 2, 5 6 Hệ thống rửa 1, 5 1 1, 5

7 Thiết bị chần 2 8 Hệ thống vệ sinh 4 9 Dây chuyền xếp hộp 2, 5 10 Thiết bị rót dịch 3 11 Thiết bị ghép nắp 2, 5 12 Thiết bị thanh trùng 2 13 Thiết bị dán nhãn 0, 5 14 Bơm 15 16 17 1 1 1 1 0, 5 Thiết bị nấu syrup 1, 5 1 Thiết bị lọc khung bản 10 1 Hệ thống CIP 6 1 2 4 2, 5 3 2, 5 2 0, 5 6 3 1, 5 10 6

Tổng công suất điện của các thiết bị chính trong nhà máy P =53. 25 (k. W) Công suất của hệ thống cấp nước, xử lý nước thải, hệ thống máy – thiết bị lạnh… lấy bằng 15% tổng công suất thiết bị chính. Công suất điện động lực của nhà máy Pđl = 1, 15 * P = 61. 2375 (k. W) Công suất tính toán Pttđl = k * Pđl = 48. 9913 (k. W) Điện dân dụng Lấy bằng 15% điện động lực Pdd = 0, 15 * Pđl = 10. 085 (k. W) Công suất tính toán Pptdd = k * Pdd = 8. 065 (k. W) Trong đó k = 0, 8 là hệ số sử dụng không đồng thời.

Xác định hệ số công suất và dung lượng bù Đối với các thiết bị, thông thường cosϕ = 0, 55 – 0, 65 • Chương 6 Tính định mức tiêu hao năng lượng • Chọn cosϕđl = 0, 63 ⇒ tgϕđl = 1, 23 • Qđl = Pttdl * tgϕđl = 60. 2592 (k. VAr) • Đối với hệ thống điện dân dụng, thông thường cosϕdd = 0, 8 ⇒ tgϕdd = 0, 75 • Qdd = Pttdl * tgϕdd = 36. 7434 (k. VAr) • ⇒ Qtt =Qđl + Qdd = 97. 0026 (k. VAr)
")
• Dung lượng cần bù • Qbù = Pttdl (tgϕđl – tgϕ 2) + Pttdl (tgϕdd – tgϕ 2) • = 48. 9913 * (1, 23 – 0, 3287) + 8. 065 * (0, 75 – 0, 3287) = 47. 5527 (k. VAr) • Trong đó tgϕ 2 = 0, 3287 ứng với hệ số công suất cần bù cosϕ = 0, 95. • Chọn 2 tụ bù DLE – 3 H 75 K 6 T của hãng DAEYEONG Dung lượng bù: Q = 75 k. VAr. Điện dung: C = 1377, 7ìF. Iđm = 114 A, Uđm = 380 V.

Chọn máy biến áp • Chọn máy biến áp sao cho phụ tải làm việc có công suất bằng 80% công suất định mức. Vậy công suất thực tế của máy biến áp (Stt): Stt =0. 8*Sdm ≥= Ptt /cos ϕ • Công suất thực tế của máy biến áp: Stt =Ptt /cos ϕ ≈ 227(k. VA) • Vậy công suất định mức của máy biến áp: Sdm≥Stt /0. 8=227/0. 8≥ 284 (k. VA) • Chọn máy biến áp 3 pha của Li. OA • Công suất: 320 k. WA. • Điện áp vào: 380 V. • Điện áp ra: 200 V/220 V. • Tần số: 49 – 62 Hz.

Tính lượng điện tiêu thụ hàng năm • Điện động lực Ađl = Pttdl * T = 117579. 12 (k. Wh) Trong đó Pttdl = 48. 9913 k. W. T = T 1 * T 2 *T 3 = 2400 giờ. T 1 = 8 giờ làm việc trong ngày. T 2= 25 là số ngày làm việc trong tháng. T 3= 12 là số tháng làm việc trong năm. Do có hai tháng tăng ca sản xuất nên điện động lực của nhà máy A’đl = 1, 17 * Ađl = 137567. 57 (k. Wh)
")
• Điện dân dụng Add = Pttdd * T = 24195 (k. Wh) Trong đó Pttdd =8. 065 k. W. T = T 1 * T 2 *T+3 = 3000 giờ. T 1 = 10 giờ là số giờ thắp sáng trong ngày. T 2 = 25 giờ là số ngày làm việc trong tháng T 3 = 12 giờ là số tháng làm việc trong năm. Do có hai tháng tăng ca sản xuất nên điện động lực của nhà máy A’dd = 1, 17 * Add= 28308. 15 (k. Wh) • Tổng lượng điện tiêu thụ của nhà máy trong 1 năm A = 1, 05* (A’đl + A’dd) =174169. 51 (k. Wh) Trong đó 1, 05 là hệ số tổn thất điện trên mạng hạ áp.

Tính nước • Tính nước Nước sử dụng trong nhà máy gồm 2 phần chính: Nước dùng cho công nghệ. Nước phục vụ cho nồi hơi, vệ sinh thiết bị, nhà xưởng và phục vụ cho sinh hoạt của công nhân. Nước công nghệ (nước đi vào sản phẩm): N 1 =3, 8 m 3/ngày. Nước sử dụng :

• Vệ sinh thiết bị trong phân xưởng sản xuất đồ hộp dứa Máy ngâm rửa xối tưới 0, 5 Dây chuyền cắt cuống 0, 3 Máy cắt gọt 2 Máy thái khoanh 1 Dây chuyền phân loại 0, 3 Hệ thống rửa bằng băng tải 0, 3 Thiết bị chần 1 Dây chuyền xếp hộp 0, 3 Thiết bị rót dịch 1, 5 Thiết bị ghép nắp 0, 3 Thiết bị thanh trùng 2 Thiết bị dán nhãn 0, 3

Vệ sinh dùng chung Thiết bị nấu syrup Thiết bị lọc khung bản Hệ thống vệ sinh bao bì Thùng chứa Nước cấp cho nồi hơi Lượng nước nồi hơi cần sử dụng Nước dùng vệ sinh nhà xưởng Lượng nước vệ sinh các phân xưởng Nước dùng cho sinh hoạt (25 lít/người) Lượng nước sinh hoạt Nước dùng để tưới cây (0, 8 – 1 lít/m 2 ngày) Nước dể tưới cây và các công trình trang trí Tổng lượng nước phục vụ dùng trong ngày 1 1, 5 15 2 5 4 5, 5 1, 5 57. 3

Chọn bể nước • Tổng lượng nước sử dụng trong 1 ngày: Q = 57. 3 m 3. Chọn thể tích bể nước đủ dùng cho 1 ngày sản xuất (trong đó lượng nước nhà máy dự trữ phục vụ công tác phòng hỏa là 40 m 3). Vậy lượng nước bể cần chứa: Q’ = 97. 3 m 3. Chọn hệ thống cung cấp nước có năng suất Q’’ = k * Q = 126. 49 (m 3) Trong đó k là hệ số dữ trữ của hệ thống cung cấp nước (k = 1, 3). Chọn bể nước có kích thước • Chiều dài: 6 m. • Chiều rộng: 4, 5 m. • Chiều cao: 5. 5 m. Thể tích tối đa: 150 m 3.

Chọn đài nước • Đài nước được đặt trên cao để tạo áp lực nước trên đường ống. Chọn đài nước đủ dùng trong 2 giờ. Lượng nước dùng trong 2 giờ 20 m 3. Chọn đài nước Thể tích tối đa: 50 m 3. Đặt ở độ cao: 8 m (do chiều cao của nhà máy là khoảng 5 m). Kích thước: đường kính 3500 mm, chiều cao 2000 mm.

TÍNH TỔ CHỨC – KINH TẾ 1. Cơ cấu tổ chức, phân công lao động 1. 1. Tổ chức quản lý Ban giám đốc Phòng tài chính, kế toán, Phòng tổ chức nhân sự Phòng kinh doanh, Phòng tổ chức sản xuất , Phân xưởng sản xuất đồ hộp dứa

1. 2. Phân công lao động Phụ trách thiết bị Số công nhân Thiết bị rửa 3 Dây chuyền sơ chế 4 Thiết bị cắt gọt 3 Thiết bị thái khoanh 3 Dây chuyền phân loại 6 Dây chuyền xếp hộp 10 Hệ thống thanh trùng 3 Hệ thống nấu syrup 3 Hệ thống bao bì 3 Phòng kỹ thuật 5 Thiết bị CIP 2 Tổng 46

Các khu vực khác Phụ trách kho Số công nhân Kho bảo quản nguyên liệu chính 3 Kho bảo quản nguyên liệu phụ 1 Kho thành phẩm 2 Tổng 6 Phân xưởng, bộ phận khác Số công nhân Xử lý nước cấp 1 Xử lý nước thải 2 Phòng bảo trì 2 Phòng KCS 2 Phòng thí nghiệm 3 Tổng 10

Tính toán Tổng số công nhân trực tiếp sản xuất : 46 + 10 + 6 = 62 (công nhân) Số công nhân phụ (bao gồm vận chuyển, bốc dỡ, lái xe. . ): 10 công nhân. Số công nhân dự trữ (lấy khoảng 15% số công nhân trực tiếp sản xuất) 0, 15 * 62 ≈ 9. 3 (công nhân) Tổng số công nhân 62 + 10 = 82 (công nhân) Nhân viên gián tiếp (bao gồm nhân viên kỹ thuật, quản lý hành chính, y tế, tạp vụ, vệ sinh, bảo vệ. . . lấy bằng 15% tổng số công nhân) 0, 15 * 82 ≈ 12. 3 (nhân viên) Tổng số công nhân viên trong nhà máy 82 + 13 = 95 (người)

1. 3. Tính tiền lương Lương chính phụ của công nhân sản xuất Lương bình quân của 1 người/1 ngày: 120000đồng. Các khoản phụ cấp bằng 25% lương bình quân. Lương của công nhân 1 tháng = Lương bình quân 1 ngày * số ngày + khoản phụ cấp S 1 = 1, 25 * (120000 * 30) = 4. 5 (triệu đồng) Tổng lương của công nhân 1 tháng = Lương 1 công nhân x số công nhân S 2 = 4. 5 * 95 = 427. 5 (triệu đồng)

Tính lương Lương chính phụ của nhân viên giáp tiếp Lương bình quân của 1 người/1 ngày: 100. 000đồng. Các khoản phụ cấp bằng 25% lương bình quân. Lương của nhân viên 1 tháng = lương bình quân 1 ngày * số ngày + khoản phụ cấp S 3= 1, 25 * (100000 * 30) = 3, 75 (triệu đồng) Tổng lương của nhân viên 1 tháng = Lương 1 nhân viên * số nhân viên S 4 = 3, 75 * 13 = 48, 75 (triệu đồng) Tổng quỹ lương 1 tháng Sql= S 2 + S 4 = 427. 5+ 48, 75 = 476. 25(triệu đồng) Bảo hiểm xã hội (chiếm khoảng 3% quỹ lương) Sbh = 3% Sql = 0, 03 * 476. 25 = 14. 2875(triệu đồng)

Phụ cấp ngoài lương Phu cấp ngoài lương Spc = 1% ( Sql – Sbh) = 0, 01 * (476. 25 – 14. 2875) = 4. 6196(triệu đồng) Tổng chi phí trả lương 1 tháng S 1 th = Sql + Sbh + Spc = 476. 25 + 14. 2875 + 4. 6196= 495. 1571 (triệu đồng) Tổng chi phí trả lương 1 năm S 1 year = 12 * S 1 th = 12 *495. 1571 = 5941. 8852(triệu đồng)

2. Tính vốn đầu tư Vốn đầu tư xây dựng Công trình Khu vực sản xuất. Khu vực xử lý nước cấp, nước thải. Xưởng điện, lò hơi, khí nén, bảo trì. Đơn giá Diện tích xây (triệu đồng dựng / m 2 ( m 2 ) 1, 5 1674 1, 2 90 Đặc điểm Tòan khối bê tông, chịu rung, chống ăn mòn acid Toàn khối bê tông Thành tiền (triệu đồng ) 2511 108

Nhà hành chính, hội trường. Phòng gửi đồ. Khu vệ sinh. Nhà xe. Phòng bảo vệ. 1 350 Toàn khối bê tông 350 0. 5 324 Nền xi măng 162 Tổng chi phí xây dựng nhà và xưởng: X 1 = 3131 (triệu đồng) Chi phí xây dựng đường (chiếm khoảng 10% chi phí xây dựng nhà, xưởng) X 2 = 0, 1 * X 1 = 0, 1 * 3131 = 313. 1 (triệu đồng) Chi phí mua trang thiết bị công nghiệp (thông gió, chiếu sáng. . . chiếm 1% chi phí xây dựng) X 3 = 0, 01 * X 1 = 0, 01 * 3131 = 31. 31 (triệu đồng)

Tổng vốn đầu tư xây dựng nhà xưởng, trang thiết bị công nghiệp : X = X 1 + X 2 + X 3 = 3131+313. 1+31. 31= 3475. 41 (triệu đồng) Chi phí thuê đất với thời gian thuê 50 năm (với đơn giá 500000 đồng/m 2) Y = 500000 * 6000 = 3000(triệu đồng) Tổng vốn đầu tư xây dựng X’ = X + Y = 3475. 41 + 3000= 6475. 41 (triệu đồng)

2. 2. Vốn đầu tư thiết bị Thiết bị Đơn giá ( triệu đồng / thiết bị) Sớ lượng Thành tiền ( triệu đồng ) Thiết bị rửa 100 1 100 Dây chuyền sơ chế 10 1 10 Thiết bị cắt gọt 250 1 250 Thiết bị thái khoanh 150 2 300 Dây chuyền phân loại 10 1 10 Thiết bị rửa sau phân loại 50 1 50 Thiết bị chần 100 Hệ thống vệ sinh bao bì 75 100 1 75

Dây chuyền xếp hộp Thiết bị rót dịch 10 1 10 200 1 200 Hệ thống thanh trùn 500 1 500 Thiết bị đóng nắp Thiết bị dán nhãn 150 1 150 50 1 50

Các thiết bị khác Thiết bị Đơn giá Số lượng Thành tiền Thiết bị nấu cyrup 30 1 30 Thiết bị lọc 30 1 30 Hệ thống CIP 100 1 100 Máy lạnh 400 1 400 Nồi hơi 100 1 100 Máy biến áp 200 1 200 Máy phát điện 150 1 150 Hệ thống xử lý nước cấp 150 1 150 Hệ thống xử lý nước thải 150 1 150 Xe vận chuyển 250 1 250

Thành tiền bơm 3 Tổng 34 102 3267 Tổng chi phí thiết bị, máy móc: T 1 = 3267 (triệu đồng) Chi phí mua thiết bị phụ tùng và các vật dụng khác phục vụ sản xuất (thùng chứa, giá đỡ, giá vận chuyển, xe đẩy… chiếm 10% chi phí thiết bị, máy móc) T 2 = 0, 1 * T 1 = 0, 1 * 3267 = 326, 7(triệu đồng) Tiền công thiết kế, lắp đặt thiết bị, vận chuyển, bốc dỡ (chiếm 1% chi phí thiết bị, máy móc) T 3 = 0, 01 * T 1 = 0, 01 * 3267 = 32. 67 (triệu đồng) Tổng vốn đầu tư thiết bị T = T 1 + T 2 + T 3 = 3267 + 326. 7 + 32. 67 = 3226. 37 (triệu đồng)

2. 3. Tổng vốn đầu tư tài sản cố định V = X’ + T = 6475. 41 + 3226, 37= 9701. 78 (triệu đồng) Tính khấu hao hàng năm về tài sản cố định bao gồm khấu hao thiết bị (chiếm 10% chi phí thiết bị, máy móc) và khấu hao nhà, xưởng (chiếm 5% chi phí nhà, xưởng) A = 0, 05 * X + 0, 1 * T = 0, 05 * 6475. 41 + 0, 1 * 3226, 37 = 646. 4075(triệu đồng)

3. Tính giá thành cho một đơn vị sản phẩm 3. 1. Chi phí trực tiếp : Bao gồm các chi phí cho nguyên vật liệu, năng lượng cho sản xuất, tiền lương của công nhân. Nguyên vật liệu Đon giá Lượng tiêu hao Thành tiền ( triệu đồng / năm ) Nguyên liệu dứa 900 đồng /kg 537. 57 tấn 483813 Đường 5000 đồng / kg 38154 kg 190, 77 Acid citric 50000 đồng /kg 286, 830 kg 14, 3415 Than hoạt tính 10000 đồng/kg 267, 210 kg 2, 67 Thùng carton 2000 đồng/thùng 27600 55. 2 Hộp 2000 đồng/hộp 552000 1104

Điện 1000 đồng/k. Wh Tổng SNG 174169, 51 174, 16 2024. 9545 Tổng chi phí trực tiếp gồm chi phí nguyên vật liệu và chi phí tiền lương hàng năm ST = Sng + S 1 year = 2024, 9545+5941. 8852 = 7966. 8397 (triệu đồng)

3. 2. Chi phí gián tiếp bao gồm: Khấu hao nhà xưởng, máy móc, trang thiết bị: SG = A = 646. 4075 (triệu đồng) Khấu hao tiền thuê đất (5% chi phí thuê đất) SD = 0, 05 * Y = 0, 05 * 3000 = 150(triệu đồng) Chi phí ngoài sản xuất bằng 3% giá thành toàn bộ. Các khoản khác bằng 4% giá thành toàn bộ.

3. 3. Chi phí sản xuất hàng năm Chi phí toàn bộ cho sản xuất hàng năm (bao gồm cả chi phí trực tiếp và gián tiếp ): Sgt =(SG +SD +ST )/0. 93 =(646. 4075+150+7966. 8397)/0. 93=8763. 2472( triệu đồng)

Giá thành sản phẩm • Một lon sản phẩm có khối lượng tịnh là 500 gam • Một ngày sản xuất được 1, 2 tấn 1, 2/0, 5=2400 lon/ ngày • 1 năm sản xuất được: 2400*305=732000 lon/năm

Giá thành 1 sản phẩm. • Giá thành của một sản phẩm bằng Tổng chi phí / số lượng sản phẩm. • 8, 763, 247, 200/732000= 11, 971 (vnđ) • Giá thành bán ra thị trường là : 20, 000 (vnđ)

Tính lãi suất hằng năm củ nhà máy và thời gian thu hồi vốn Lãi hằng năm: L= K(B-G) B: là giá thành bán một đơn vị sản phẩm G: giá thành toàn bộ cho một đơn vị sản phẩm K: khối lượng sản phẩm 1 năm
 L = 1200*305*(20000 – 11971) = 2. 93861 Tỉ vnđ Tỉ")
L= K(B-G) L = 1200*305*(20000 – 11971) = 2. 93861 Tỉ vnđ Tỉ suất lãi = L*100/(K*G) : = 2. 93861*10^9*100/(1200*305*11971)= 67%

3. Thời gian thu hồi vốn = tổng vốn đầu tư/(tổng khấu hao+ lãi hằng năm) = 8, 763, 247, 200/(646. 4075+2. 93861*10^9) = 2. 98 năm Vậy sau 3 năm, nhà máy sẽ thu hồi vốn.
- Slides: 195