Chapter 3 Heat treatment of Non ferrous Alloys



 100 to 550 150")










 are followed by at least two digits. H x x")


- Slides: 24
Chapter 3 Heat treatment of Non -ferrous Alloys 310 1302 Engineering Metallurgy Lecturer: Dr. Sukangkana Lee 1
. 1 Introduction l Non-ferrous alloys are the important alloys used in the engineering applications. l Only a small number are used in quantity as the basis for engineering materials, there are Aluminium, Copper, Magnesium, Nickel, Titanium, Zinc l And many others are used as alloying elements or special purpose. 2
Alloys To be strengthen by forming solid solutions. l To create alloys which will respond to strengthening heat treatments. l To reduce melting temperatures and increase castability. l To improve some other characteristic such as corrosion resistance. l 3
Alloys Aluminium Magnesium Zinc Copper Nickel Titanium Tensile Strength (MPa) 100 to 550 150 to 350 200 to 1300 400 to 1600 Density (103 kgm-3) 2. 7 1. 8 6. 7 8 8. 9 4. 5 Tensile Strength / Density 37 to 200 110 to 190 30 to 52 25 to 160 47 to 146 89 to 356 Relative Cost/Unit mass 1 3 0. 5 1 to 2 5 25 4
Materials may have harden by 1. Strain hardening- when ductile metals are cold worked, this leads to increase of dislocation density and distorted lattice. If the cold working stops, the atom may diffuse again into a more stable form. This process called ‘Annealing’ and can be speed up by controlled heat treating procedure. (The effect of temperature on grain structure includes Recovery, Recrystallisation and Grain growth) 5
2. Solid solution hardening- the solute distorts the lattice and drag the dislocation movement 3. Precipitate hardening- fine particle distributed within grain or at grain boundary to prevent dislocation movement 6
The Fact: l Many metals can be work hardened but can not be heat treated. l Some alloys can only be formed by hot working or casting. l Some alloys can be strengthened by precipitation hardening. 7
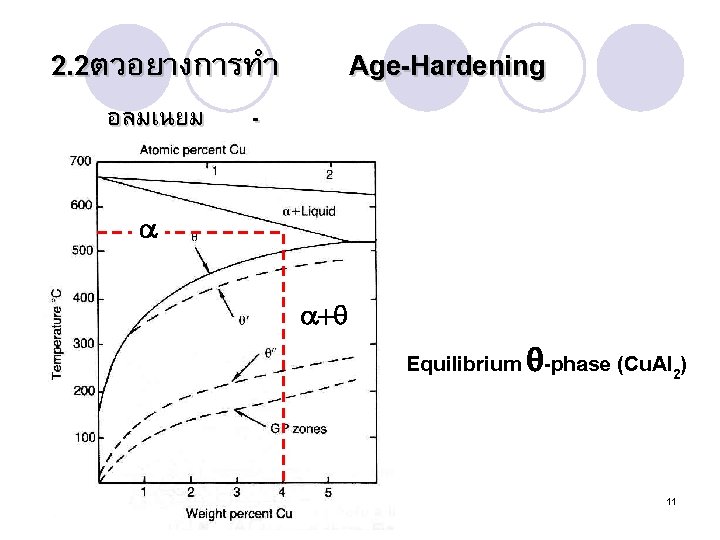
2. Solution heat treatment and age hardening Heat treatable alloy is subject to a two stage phenomenon 1. Solution Heat treatment 2. Ageing l Natural Ageing l Artificial Ageing 8
Slow Cooling Quenching T 1 SL T 2 L Alloy X 95%A 5%B L L %B 9
Temp. Quenching Artificial Ageing Time Strength and hardness T 1 Supersaturated Solid Solution Peak Aged (Optimum size and distribution of precipitate for strengthening Supersaturated Solid solution Overaged (Coarsening of precipitate) Underaged (small and Underdeveloped precipitate) Ageing time at temperature 10
Process l Solution treating 540 C + 0 l Artificial Ageing 180 C 0 1+GP Zones 2 + 3 + 4 + 12
GP Zones 13
14
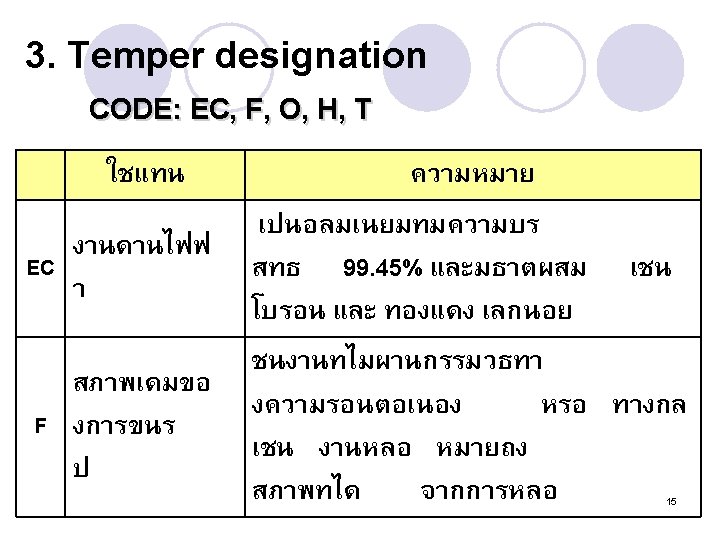
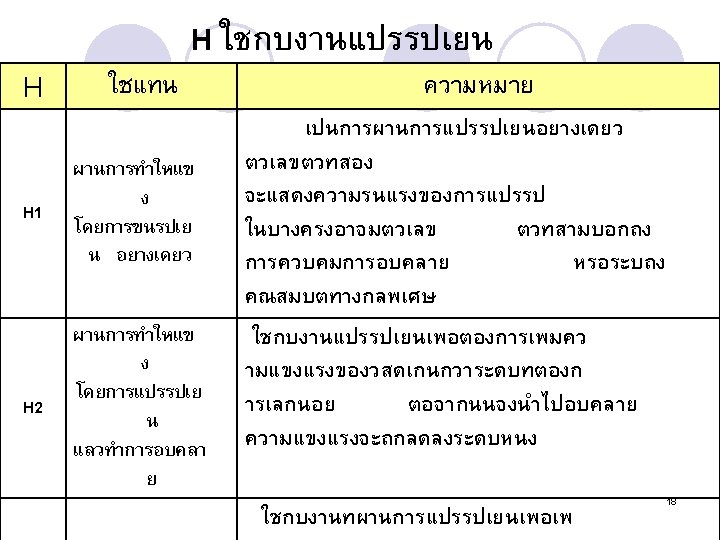
Strain hardened tempers (H) are followed by at least two digits. H x x Degree of strain hardening 2 4 6 8 9 1/4 hard 1/2 hard 3/4 hard fully hard extra hard Secondary treatment 1 Cold worked only (no anneal) 2 Cold worked + partial anneal 3 Cold worked + "stabilized" 20
T 1 T 2 T 3 T 4 T 5 Cooled from elevated temperature shaping process > Naturally aged to a substantially stable condition Cooled from elevated temperature shaping process > Cold worked > Naturally aged Solution heat treated > Naturally aged Cooled from high temperature shaping > Artificially aged 23
T 6 T 7 T 8 T 9 Solution heat treated > Artificially aged Solution heat treated > Overaged (i. e. beyond maximum strength) Solution heat treated > Cold worked > Artificially aged Solution heat treated > Artificially aged > Cold worked 24