CE 6603 DESIGN OF STEEL STRUCTURES Prepared by

CE 6603 DESIGN OF STEEL STRUCTURES Prepared by, Mrs. G. MUTHUMARI, AP/CIVIL, MSEC- KILAKARAI.

UNIT 1 DESIGN OF CONNECTIONS WELD

Definition: • Welding is a metal joining process in which two or more parts are joined at their contacting surfaces by suitable application of heat or/and pressure.

Types of welded joints • • • Butt joint Corner joint Edge joint Lap joint T joint

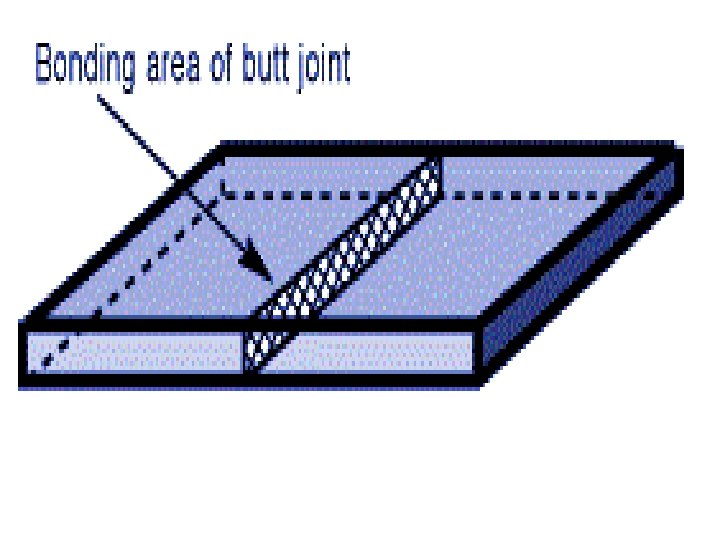
Butt joint • A butt joint is a joinery technique in which two members are joined by simply butting them together.

Lap Joints • Used to join two overlapping pieces of metal. • Single lap joint welded from one side. • Single lap joint welded from two sides develops full strength.

Lap Joints Cont. • A- single lap joint, one weld. • B- single lap joint, two welds. • C- offset lap joint.

Corner Joints • Used to join two pieces of metal that are approximately right angles to each other. • Closed corner joint is used on light sheet metal were strength is not a required at the joint.

Corner Cont. • Open corner joint is used on heavy material. It is the strongest of the corner joints. • Corner joints on heavy material are welded on both sides. The outside first them reinforced on the inside.

Corners joints

Edge Joints • Used to join two parallel or nearly parallel pieces of metal. Not very strong. • Used mainly to join edges of sheet metal, reinforce flanges of I beams, and mufflers.

Tee Joints • Used to join two pieces of metal that are approximately 90 degrees to each other, but the surface of one piece of metal is not in the same plain as the other metal.

Tee Joints Cont.

Weld joint configurations Butt joint Corner joint Lap joint Tee joint Edge joint

Types of Welds • Fillet weld • Groove weld • Slot weld • Plug weld

Fillet weld • Fillet weld is use to fill in edges of plates formed through corner, lap, and tee joints. • Filler metal is use to give a cross section about the shape of a right triangle. • It is mainly familiar weld type in arc and oxy fuel welding as it need minimum edge preparation basic square edges of parts are use. • Fillet welds can single or double explicitly welded on one side or both and can continuous or intermittent that is welded along the whole length of joint or by unwelded spaces along the length.

Fillet weld Inside single fillet corner joint Outside single fillet corner joint Double fillet lap joint Double fillet Tee joint

Groove weld • Groove welds generally need that edges of parts be shaped into a groove to make easy weld access. • The grooved shapes contain square, bevel, V, U, and J, in single or double sides. Filler metal is use to fill in joint, generally with arc or oxy fuel welding. • While most intimately connected by a butt joint, groove welds are use on every joint types except lap

Groove weld

Plug weld & slot weld

Advantages of welding • 1. The welded structures are usually lighter than riveted structures. This is due to the reason, that in welding, gussets or other connecting components are not used. • 2. The welded joints provide maximum efficiency which is not possible in case of riveted joints. • 3. Alterations and additions can be easily made in the existing structures.

• 4. As the welded structure is smooth in appearance, therefore it looks pleasing. • 5. In welded connections, the tension members are not weakened as in the case of riveted joints. • 6. A welded joint has a great strength.

• 7. Sometimes, the members are of such a shape that they afford difficulty for riveting. But they can be easily welded. • 8. The welding provides very rigid joints. This is in line with the modern trend of providing rigid frames. • 9. It is possible to weld any part of a structure at any point. But riveting requires enough clearance. • 10. The process of welding takes less time than the riveting.

Disadvantages • 1. Since there is an uneven heating and cooling during fabrication, therefore the members may get distorted or additional stresses may develop. • 2. It requires a highly skilled labor and supervision. • 3. Since no provision is kept for expansion and contraction in the frame, therefore there is a possibility of cracks developing in it. • 4. The inspection of welding work is more difficult than riveting work.
- Slides: 25