Casting Processes SHAPE CASTING PROCESSES Common Shape Casting










")




,")









 added as")




")


")


- Slides: 37
Casting Processes SHAPE CASTING PROCESSES
Common Shape Casting Processes
Basic Casting Terminology
Pattern and Cores
Sand Casting
Sand Casting
Sand Casting
Sand Casting
Sand Casting Patterns • Patterns may be made from a variety of materials: – – Wood Metal Hard Polymers EPS (Styrofoam)
Types of Sand Casting Patterns • One-Piece
Types of Sand Casting Patterns • One-Piece (Using a Follow Board)
Types of Sand Casting Patterns • Split Pattern
Types of Sand Casting Patterns • Match-Plate
Types of Sand Casting Patterns • Cope-and-Drag Split Patterns
Types of Sand Casting Patterns • Loose Piece Pattern
Types of Sands • Sands can be comprised of: ordinary silica (Si. O 2), zircon, olivine, or chromite and may be compounded with additives to meet four requirements: – Refractoriness – Cohesiveness – Permeability – Collapsibility
Green Sand • Contains bonding agents and water • Typical “green sand” is: – 88% silica – 9% clay – 3% water
Mullers Continuous Batch
Sand Parameters • Grain Size – measured by sifting sand through sieves • Moisture Content – measured with moisture meter • Clay Content – measured by weighing a sample of sand before / after washing • Permeability – AFS permeability number measured using “standard rammed sample” • (Green) Compressive Strength – measure of mold strength before pouring • Hardness – resistance of packed sand to penetration
Permeability Tester
Sand Hardness
Desirable Properties of Sand. Based Molding Materials • • • Inexpensive in bulk quantities Retains properties through transportation and storage Uniformly fills flask or container Can be compacted or set by simple methods Sufficient elasticity to remain undamaged during pattern removal Can withstand high temperatures and maintain dimensional stability until solidification Sufficiently permeable to allow gases to escape Sufficiently dense to prevent metal penetration Sufficiently cohesive to prevent wash-out of mold material into the pour stream Chemically inert to the metal being cast Can yield to solidification and thermal shrinkage, preventing hot tears and cracks Recyclable
Sand Casting Defects • Sand Expansion Defects – occur on large, flat portions of castings where large expansion must occur in one direction. Can be alleviated by: – Careful selection of sand geometry (some sands “slide” past each other more easily – Use of low-expansion sands (zircon or olivine) – Additional clay added to absorb expansion – Volatile additives in sand mixture (burn off and create space) • Voids or Blows – due to trapped gas and low sand permeability • Penetration – overly fluid pour traps sand particles in melt • Hot tears or cracks – high solidification shrinkage resisted by mold with poor collapsibility
Sand-Cast Parts
Green Sand Casting Summary
Sodium. Silicate-CO 2 Molding • Sand has 3%-6% sodium silicate (“water glass”) added as binder. – Mixed in a standard muller – Addition of high-concentration CO 2 gas causes binder to harden in a matter of seconds: – Very strong mold, but poor collapsibility
No-Bake / Air Set / Chemically Bonded Sands • A variety of other binders that cure at room temperature can be used to hold sand together • Provide greater mold strength than green sand. • Added cost and time.
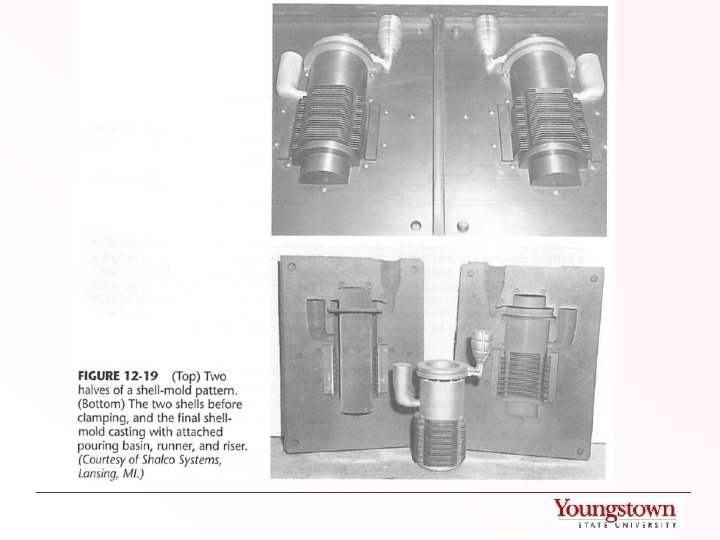
Shell Casting • Individual grains of sand are pre-coated with a phenolic resin and heat-sensitive liquid catalist. • Sand spread on top of a heated (450 – 600 deg. F) metal pattern. • Heat bonds the material near the pattern. • Excess sand is poured off. • Thin shell is removed and placed in an oven for further curing.
Shell Casting
Shell-Mold Casting Summary
V-Process (Vacuum Molding)
Cores and Core-Making
Cores to Make Holes
Dump-type Core Box (Dry Sand Cores)
Chaplets
Three-Segment Flasks