Capacity and Location For CBE 497 Date 22

Capacity and Location For: CBE 497 Date: 22 Sept 2003 By: R. A. Hawrelak

Content • Student Project Introduction • How It’s Done At Dow Chemical • Financial Risk Models Used At Dow

Student Project Introduction

Continuous Plants • • 8400 hrs/yr. with 10% re-run & 2% losses? Learning Curve – 5 yrs to reach design rates? Do you have an expansion plan? World Scale (WS) – lowest manuf’g cost limits: • Furnaces (As large as a 9 story bldg. ) • Compressors (Elliott – Model 110 M), • Field Fabricated = 3 x cost of Shop Fab. » 16’ diameter limit in Alberta. » 14’ diameter limit in Sarnia, Ont.

Batch Plants • Multiples of largest shop fabricated reactor. • Typical Reactor - 10’ dia. by 20’ tan to tan. • Nominal Volume – 10, 000 U. S. Gallons. • Actual Volume – 12, 000 USG (WC). • Batch plants are labor intensive. • R-2 to R-5 – batch process (Voranols). • R-6 – tried to convert to continuous. • Recipe times are key factors in capacity.

Gasoline Purification Plants • Combinations of Main Beds & Guard Beds to prevent ‘break-through’. • Adsorption time – typically 24 to 48 hrs. • ‘Swinging beds’ is labor intensive. • Bed regeneration – environmental problem. • IOL unit now on-line at Dartmouth, NS. • Purify 30, 000 bbls/D of gasoline from 138, 000 bbls/d of crude for $80 mm. This type of data is VERY HARD to come by.

Pilot Plants or Small Plants • Pilot plant sized plants are often limited by the smallest equipment sizes available. • 10, 000 USG plant reactor controlled by: • Beer bottle – R&D lab reactor (very poor). • 1 USG – R&D lab reactor (still poor). • 150 USG – Pilot Plant reactor (better). • Hardly any of the engineering laws for “Economy of Scale” apply to small plants. Lots of ‘false loading’ for small equipment flow limits.

‘First-Of-Its-Kind’ Plant • Designing a ‘First-of-its-kind’ plant takes much more time than a known plant. • Translating lab steps to continuous or batch pilot plant is tricky & time consuming. • Pilot plant research data must be ‘scaled’ properly (back mix vs plug flow reactors). • Financial risk much greater for ‘First-of-itskind’ plant.

Municipal Sewage Plants • Design capacity is usually based on location. • Pick your city, make an allowance for population growth and press on. • The economic performance indicators are comparisons to other alternatives … all of which may be negative ROIBTs.

2003 BIOGAS Waste Heat Project • 4, 000 lb/hr BIOGAS (65% to 90% CH 4) waste heat from Canada Composting Inc. Are there any Cogeneration opportunities? • A quick study showed we could generate 53, 000 lb/hr of 650 psia stm at 750 F in a package boiler. • Generate 3, 615 HP in a 60 psia back-pressure steam turbine. • (Sales – Cost) = $2 mm/yr at 15. 3 cents/kwh. • 10% ROIBT for $20 mm DFC. Not economical. • Project too simple for 497. What to do?
 • • Defined a New Project. Energy")
2003 NRC Energy Award Winners ($2, 000) • • Defined a New Project. Energy Consultants Inc. Tri-Generation Unit. Feedstock = 90% NG + 10% BIOGAS. 95, 000 lb/hr 185 psig steam for sale. 1, 000 tons of 29 deg F C 3= refrig’n for sale. 67 Megawatts Power for sale @ 15. 3 c/kwh. 27% DCFRRAT for Total Capital = $81 mm.

2004 NRC Energy Competition • http: //oee. nrcan. gc. ca/awards/Time_EEA_i ndex. cfm? Text=N&Print. View=N • Visit this web site for further details on this year’s competition. ($2, 000 award for student winners).
")
How It’s Done At Dow Chemical (circa 1960 – 1993)

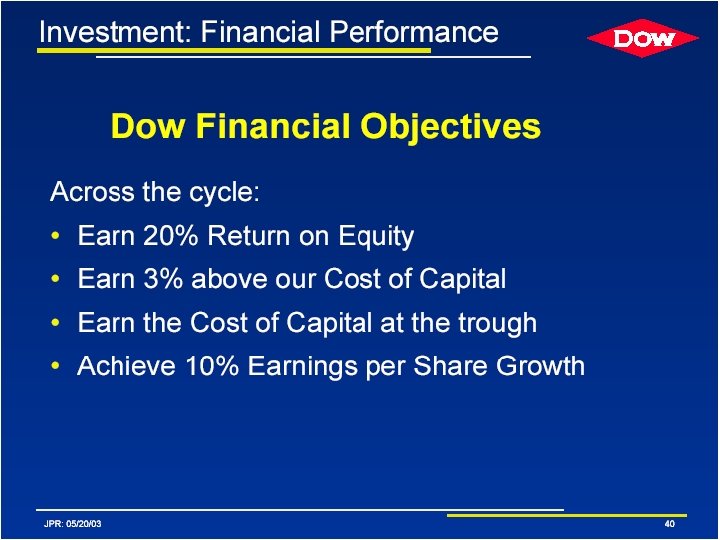
Projects Must Meet Dow’s Financial Goals • http: //media. corporateir. net/media_files/NYS/DOW/presentations/dow_ 030520 p. pdf
 has a Business Team")
The Business Team • Each product line (eg Ethylene Glycol) has a Business Team (BT) to promote economic growth. • Each product line is also supported by a Technical Center (TC). • The TC objective is to advance the specific technology, to optimize operating economics and to improve the EH&S performance of all global producers.

Business Team Make-up • Team Leader - from Manufacturing. • Consumer Contact - from Sales. • Market Analyst - from Business Development (Economic Evaluation). • Engineering Rep - Liaison with the TC, R&D, EH&S. (The grunts that do all the work).

BT Model

BT Activity Cont’d • Continually Update a 5 Year Growth Plan. • Track plant performance, global market share and business opportunities. • Authorize a Phase I Study when an opportunity appears on radar screen. • 1 month for small plant expansion. • 12 months for a major, Grass Roots Site. • Determine Plant Capacity, Location & Economics.

First, A Global, Generic Assessment • An Industry Canada study is typical for determining the best global Site. • The link below is an excellent reference for your student project. • http: //strategis. ic. gc. ca/epic/internet/inc hemicalschimiques. nsf/vw. Generated. Inter. E/bt 0116 1 e. html

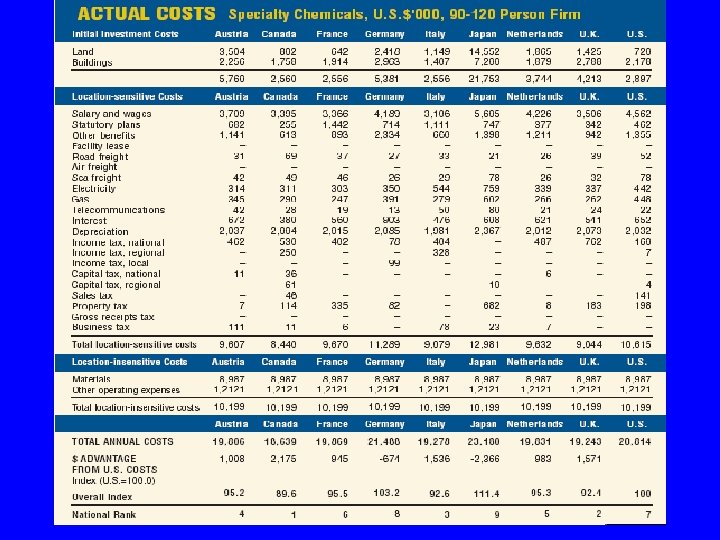
Global Capacity and Location Factors • The following table summarizes the factors that are considered in building a typical Specialty Manufacturing Enterprise (SME) employing 90 to 120 people. A four page summary can be obtained at: • http: //strategis. ic. gc. ca/epic/internet/inchemica lschimiques. nsf/vwapj/locationeng. pdf/$FILE/loca tioneng. pdf
 Skilled and Available Workers • (2) Productive Workers at")
Other Global Factors • (1) Skilled and Available Workers • (2) Productive Workers at Reasonable Costs. • (3) Employee Benefits Savings. • (4) The World’s Largest Integrated Market. • (5) Proximity to Industrial Clusters.
 Lowest Cost R&D. (7) Rapid Environmental")
Other Global Factors cont’d • • • (6) Lowest Cost R&D. (7) Rapid Environmental Permitting. (8) Competitive Building Costs. (9) Less Litigation. (10) Cooperative Governments.

Second, A More Specific Location • Once a global, generic location study has been completed, a Sourcing Study is performed to determine a North American location. • Calgary, Sarnia and Montreal are locations with superior infrastructure in place in Canada. Other U. S. Sources are also considered.

North American Source Study

An Ethylene Glycol Example

Ethylene Glycol Market Distribution • • • Antifreeze …………. 36% Polyester fibers ……………… 26% Poylethylene terephthalates … 21% Solvents & other Industrials …. 17% Totals ……………. . 100% • Source - Purchasing

Growth Rate Example

Optimistic Forecast

Pessimistic Forecast
. • Typical")
Select Plant Size • Predicted Growth = 99 mm lb/yr (Fig 2). • Typical EG Plant Size = 467 mm lb/yr • Based on an Optimistic Growth rate, the global market can support one new glycol plant every 5 years. • Who will build the plant and where will it be built? • Often, two companies will proceed resulting in an over-supply situation.

Financial Risk Models Dow At

Economic Models - DFC • Consider producing ethylene in a captive market based on ethane cracking. • In 1987 Dow built a 1. 5 billion lb/yr plant in Alberta for $287. 65 mm. • Assume Dow was considering building a similar plant to startup in 2002.

Time Factor Scaling • Use the M&S or FEI escalation factors (found in Chemical Engineering). • M&S – 1987 = 760. 8 • M&S - 2002 assumed to be 1101. 87 • DFC 02 = (1101. 87 / 760. 8)($287. 65 mm) DFC 02 = $413. 73 mm for 1. 5 B lb/yr

Size Factor Scaling • DFC for any size can be estimated by the ‘Two Thirds Rule’ as follows: • DFC 2 =(DFC 1) (Size 2 / Size 1)^0. 67 • For example a 0. 5 billion lb/yr plant in 2002 would cost DFC 0. 5 =($413. 73) (0. 5 /1. 5)^0. 67 DFC 0. 5 = $198. 83 mm

Unit Ratios • For similar technology, the unit ratios for raw materials, utilities, maintenance, factory expense, operating labor, sales and general administration costs can be used for any sized plant. • There must be no major break in size for any large items (going from shop fabrication to field fabrication).

Manufacturing Cost

Cash Flow Model Results

Cash Flow Summary

World Scale – C 2 H 4 Plants • • • 500 mm lb/yr - 1980 1. 0 mmm lb/yr - 1986 1. 4 mmm lb/yr – 1990 1. 8 mmm lb/yr - 1996 2. 4 mmm lb/yr – 2000

Break Even Analysis

Summary • There is no easy solution to determine Plant Capacity and Location. • At Dow, Capacity and Location are constantly being reviewed until an optimum situation is found. • For every project that moves forward in Engineering, nine are shelved because they do not meet financial guidelines.

End of Presentation • Good luck on your project. • Any questions? • Don’t hesitate to ask even the most simple questions. • richardhaw@sympatico. ca
- Slides: 46