Board Dimensions and Tolerances By Lee Greenler Comments

Board Dimensions and Tolerances By Lee Greenler Comments by Dan Wenman in red

Three main categories of dimensions: • Board thickness: Determined by the layup process where the fabricator builds up thin layers to reach the desired thickness. • Through cuts: The board is cut all the way through with a milling cutter. This is done for outside edges as well as big interior areas. Through cuts in the shape of small diameter holes (<~6 mm) are done with drills and can be accurate to +/0. 1 mm or better. Assume to mean +/-0. 1 on diameter and +/-0. 1 on position. • Partial depth milling cuts: These are regions that aren’t cut completely through: e. g. glue grooves, tongues, countersinks and counterbores. Board thickness is standardly held to +/-10% - though some fabricators can do better. Through cuts are typically accurate to around 0. 1 mm. Assumed to mean +/-0. 1 mm with respect to datum. Partial depth milling cuts can be as accurate as through cuts around the perimeter - but depth accuracy is frequently poor.

The through milling cuts and the perimeter of partial depth milling cuts are a mix or higher and lower tolerance requirements. They will likely be done by the same cutter so they will all end up with similar accuracy.

Consider the fit of the tooth strip. Its location determines both the wire plane spacing and the location of the ends of the wires along the edge of the APA.

0. 2 mm Board shoulder Tongue Tooth strip Teeth 0. 12 mm • Tongue length is not critical (+/-0. 1 mm is comfortable). • Shoulder position is critical, it directly determines the wire height. (Would like it to be accurate to +/-0. 1 mm. ) • If the tongue is too thick, the tooth strip could end up out of position. (Depth of cut should be +/-0. 1 mm if possible. ) • If the tongue is too thin it will be weak, and the usual amount of glue will not completely fill the glue region.

Holding boards to +/-10% thickness means head boards could vary by ~0. 5 mm and side and foot boards by +/-0. 3 mm. This, by itself, would use up all our allotted tolerance on wire plane spacing at the head boards. We do have a company that promises to hold board thickness to +/-0. 15 mm. This is much better. 0. 2 mm Board shoulder Tongue Tooth strip Teeth 0. 12 mm This company also says it can hold milling depth to +/-0. 15 mm. This is not as good as we desire but we can live with it. It does mean the tongue thickness (side and foot boards) is subjected to the 0. 15 tolerance three times – once in the board thickness and twice from the depth of cut from each side. If the “sides” of the tongue can be referenced to the same surface, the board thickness does not affect the tongue thickness. This is often done with traditional milling. Reference the same surface is not standard for board manufactures. None-the-less, it is standard practice to explicitly tolerance the dimensions that are important on mechanical drawings. Therefore it is best to dimension side of the tongue from the same surface or one side from the datum surface and the thickness of the tongue.

Board thickness and milling depth just right Board too thick Milling too shallow both sides Board too thin Milling too deep both sides These show the two unlikely worst cases where board thickness and milling depth stack up to give either max or min tongue thickness. The first can be fixed by rework. The second may need to be rejected – likely at our expense. Note: Illustration indicates that the board and the tooth strip are reference to the same surface. This agrees with how the tooth jig locates these two parts. (See page 10. ) This indicates that it is most important for dimensions locating the surfaces of the tooth be referenced from the same surface. The control of the thickness of the tooth can be derived from the surface locating dimensions and tolerances.
, the comb will fit")
Proposed tolerance Assuming perfect tooth strips(or towards minimum material conditions), the comb will fit with datum surfaces in plane if tolerance is +/-0. 12 from datum surface. The minimum derived tooth thickness from a +/-0. 12 tolerance is 0. 94 mm This is already thinner than the 1 mm that Lee would approve and maybe too weak. For the moment, I have added this minimum dimension to the drawing. The other option is to consider increasing the width of the groove in the tooth, but a thicker epoxy bond is also weaker against the wire forces. If it is assumed that the tooth strip height can float and the tongue thickness is controlled, the tolerances of the sides of the tooth could be relaxed somewhat, but the tooth strip fixture does not accommodate this and the wire spacing tolerances would be affected.

Image of tooth being bonded in the tooth strip fixture

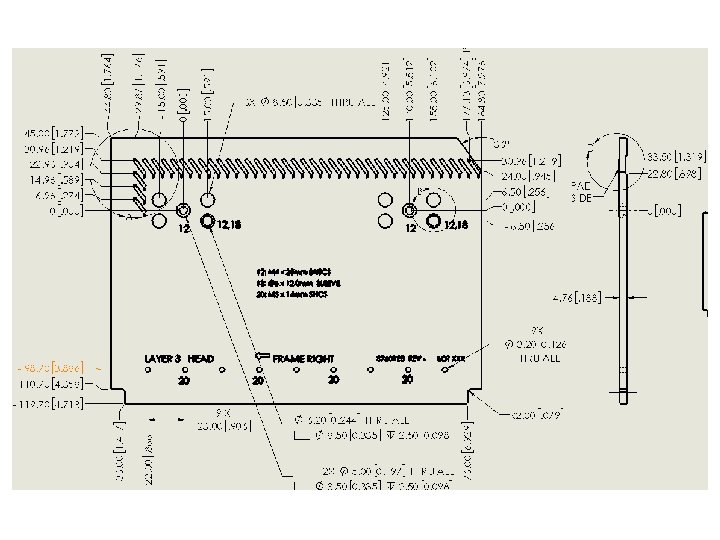
31. 5 19. 5 Groove width relaxed. Not as critical . 25+/-0. 15 Page 7. Also. 25 provides maximum shear strength 1. 05+/-0. 15 page 7 4. 76+/-0. 24 Terri S.

2. 18+/-. 12 page 7 -9 1. 00+/-. 12 page 7 -9 0. 80 1. 00 min. (per Lee via Mary) 0. 80+/-0. 15 page 7 46. 7 36. 7 Groove width relaxed. Not as critical 36. 7 46. 7 3. 18+/-0. 15 Terri S.
- Slides: 12