BLGSAYARLI SAYISAL DENETM TEZGAHLARI DERS CNC FREZE PROGRAMLAMA

BİLGİSAYARLI SAYISAL DENETİM TEZGAHLARI DERSİ CNC FREZE PROGRAMLAMA

Ergün KESKİN P 1

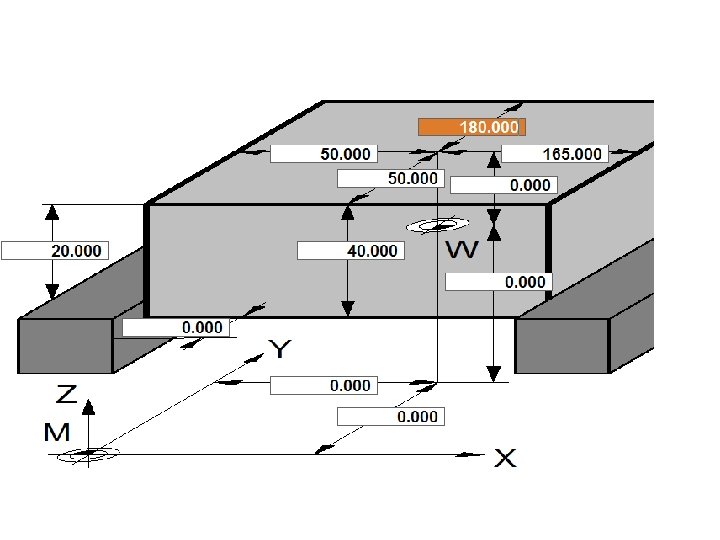
Makine Üzerindeki Noktalar M Makine sıfır noktası: Makine sıfır noktası tezgah tablasına üstten bakıldığında tezgah tablasının sol alt köşesidir ve değiştirilemez. Makine sıfır noktası koordinat sisteminin merkezidir. R Referans noktası: Makine üzerinde sabit bir noktadır. Makine ilk açıldığında, elektrik kesilmesi durumlarında ve acil stop tuşuna basıldığında taretin referans noktasına gönderilmesi gerekir.

W İş Parçası Sıfır Noktası: Kullanıcı tarafından istenilen herhangi bir noktaya programlanabilir. İş parçası sıfır noktası tanımlanarak makine sıfır noktası iş parçası sıfır noktasına taşınmış olur. N (T)Takım sıfır noktası: Taretin alın yüzeyinde takımın tarete bağlandığı eksende bulunur.

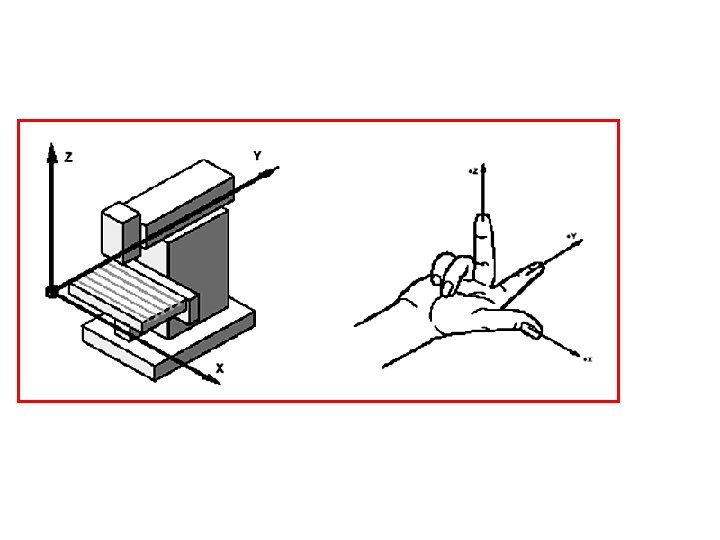
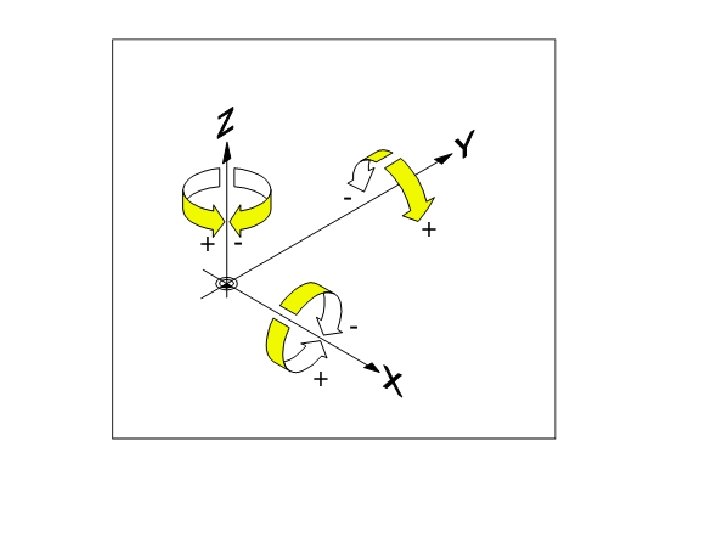
Makine Koordinat Sistemi

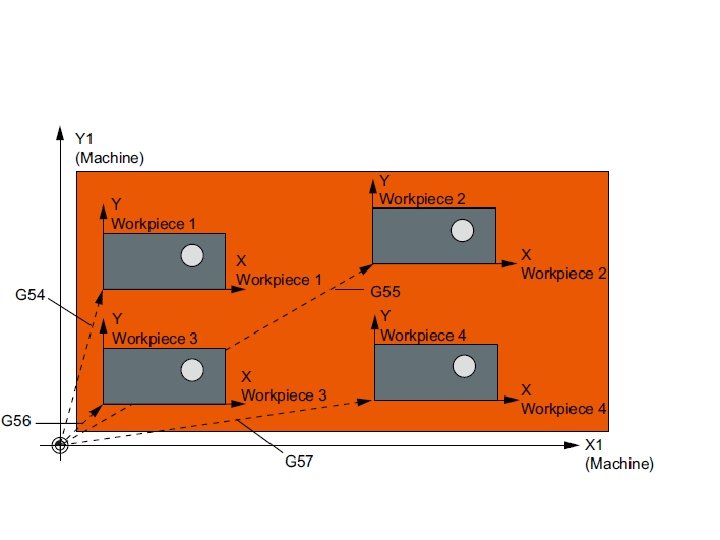
Sıfır Noktasının Kaydırılması Makine sıfır noktası tezgah tablasının sol alt köşesidir. Bu nokta program yazmak için uygun değildir. Bu yüzden sıfır noktası kaydırma işlemi gerçekleştirilerek program bu yeni sıfır noktasına göre yapılır. Bu yeni nokta iş parçası sıfır noktasıdır. G 54, G 55, G 56 ve G 57 olarak 4 farklı sıfır noktası tanımlanabilir.

Takım Boyları Makine konumlandırmada “N” takım sıfır noktasının kullandığından takım uç noktasının takım sıfır noktasından uzaklıkları kontrol ünitesine girilmelidir. “L 1” Takım uç noktasının “Z” ekseninde takım sıfır noktasından uzaklığıdır.

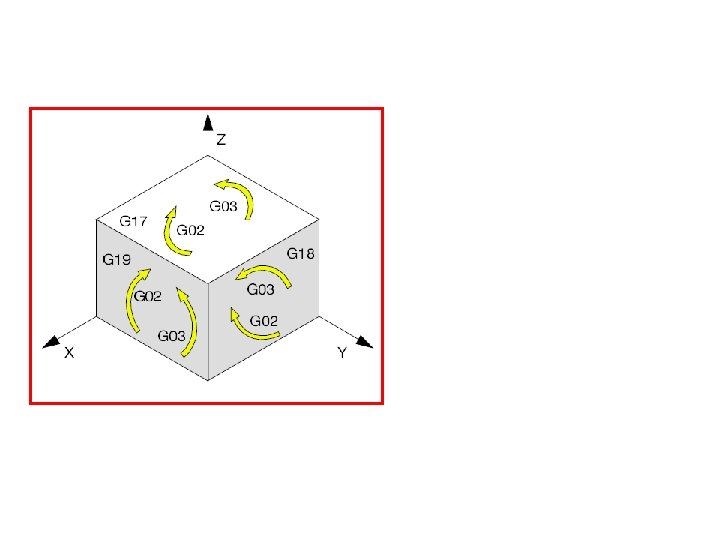
Çalışma Düzlemleri CNC freze tezgahlarında freze çakısı ekseninin dik olduğu düzlem çalışma düzlemidir. Bizim tezgahımız için çalışma düzlemi şekilde görüldüğü üzere G 17 düzlemidir. Tezgah kontrol ünitesinde G 17 düzlemi “default” olarak seçili olduğundan çoğu uygulamada düzlem seçmeye gerek yoktur.
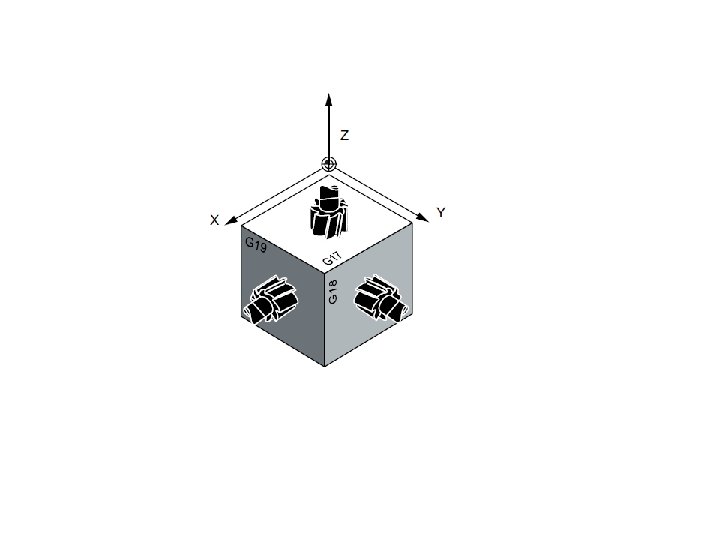

G 18 düzlemi X-Z düzlemidir. G 19 düzlemi Y-Z düzlemidir.

Ölçü Sisteminin Programlanması G 70 İnç ölçü sistemi G 71 Milimetre ölçü sistemi G 70 ve G 71 komutları birbirlerini etkisiz hale getirirler

Mutlak Ve Artışlı Programlama Mutlak programlamada Ölçüler makine sıfır noktasına göre verilir. Artışlı programlamada Koordinat sisteminin merkezinin çakının ucunda olduğu kabul edilerek ölçüler yazılır.

Mutlak Ve Artışlı Programlama

G 0 Doğrusal Hızlı Hareket G 0 Komutuyla çakının pozisyonlama işlemleri gerçekleştirilir. Bu hareket ile talaş kaldırılmaz. Hareketin hızı tezgahın özelliklerine bağlıdır. Bizim tezgahımızda hızlı hareket 7. 5 m/dakikadır. Komut Formatı G 0 X… Y… Z…

G 1 Doğrusal Talaş Kaldırma Hareketi G 1 komutuyla doğrusal talaş kaldırma hareketleri programlanır. İlerleme “F” değeri girilmelidir. Komut Formatı G 1 X… Y… Z… F…

İlerleme Değerlerinin Girilmesi G 94 İlerleme mm/dakika cinsinden yazılır. Bu komut genellikle freze tezgahında kullanılır. G 95 İlerleme mm/devir cinsinden yazılır. Bu komut genellikle torna tezgahında kullanılır.

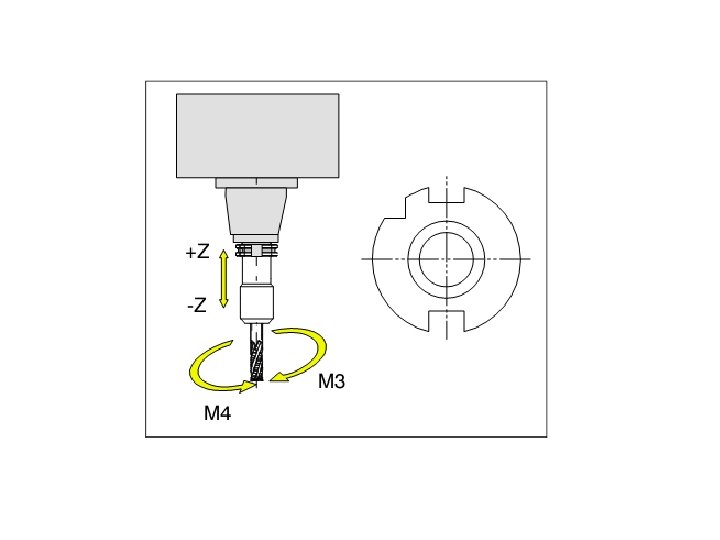
M Komutları M 00 Programlanabilir stop Bu komutun yazıldığı satırda program durur. İş mili soğutma sıvısı ve ilerleme durur. İstenirse makine kapısı açılabilir. ‘’NC START’’ tuşuna basıldığında program kaldığı yerden devam eder. Bu komutun M 00 komutuyla aynı işlevi görür. Ancak bu komutun işlemesi için tuşunun M 01 Şartlı programlanabilir stop basılı olması gereklidir. ‘’NC START’’ tuşuna basıldığında program kaldığı yerden devam eder. M 03 İş mili dönüş yolu İş mili üstten bakıldığında saat yönünde döner saat yönü M 04 İş mili dönüş yolu İş mili üstten bakıldığında saat yönünün tersi saat yönü tersi yönde döner

M 05 İş mili frenleme Bu komutla iş mili frenlenerek durur. M 06 Takım değiştirme Takım değiştirilir. Bu komutla aynı satıra değiştirilecek takımın numarası yazılır. M 08 Soğutma sıvısı açma Soğutma sıvısı program içinde herhangi bir yerde açılabilir. M 09 Soğutma sıvısı kapama Soğutma sıvısı program içinde herhangi bir yerde kapatılabilir. Alt program sonu Alt program sonlanarak program alt programa dallandığı satırın altındaki satırdan işlemeye devam eder. Program sonu CNC programı sona erer. Takım, ilerleme ve soğutma sıvısı gibi bileşenler durur. CNC programı başa döner. M 17 M 30

“Win. NC” programında simülasyon uygulamasında dikkat edilmesi gereken önemli noktalar.

Parameter Workoffset menüsü altında programda kullanılan G 54…. 57 offsetlerine ait “X”, “Y”, “Z” ölçülerinin “ 0” olması gerekir. Bu değerler “ 0” olmalıdır.

Simulasyon yapılırken tezgah “JOG” modunda olmalıdır. Simülasyonda tezgah “JOG” modunda olmalıdır

İş parçası ebatları ayarlandıktan sonra “save/clear active part” tuşuna tıklanarak güncellenen parça kaydedilmelidir. “save/clear active part” tuşu

3 DView----Tool menüsünden kullanılacak takım seçilmelidir.

Parameter---Tool offset menüsünden takım yarıçapı girilmelidir. Kullanılacak takımın yarıçap değeri girilmelidir.

Takım seçmeyi unutmayın. Aksi halde programınız çalışsa bile takımınız ekranda görünmeyeceğinden parça işlenemez. Takımın M 3 veya M 4 ile dönmesini sağlamazsanız hata mesajı alırsınız. Programda takım seçilirken “D” değeri mutlaka seçilmelidir. T 1 D 1 M 6 G 1 hareketlerinde mutlaka ilerleme “F” değerinin girilmesi gereklidir. Sayısal değerler girilirken «Caps Lock» tuşu basılı olmamalıdır.

TAKIMLAR Twist drill Start drill Tap Endmill Chanfer mill Face mill Thread milling Spherical cutter Disk milling cutter Helisel matkap Havşa matkabı Kılavuz Parmak freze Pah frezeleme çakısı Yüzey frezeleme çakısı Vida açma frezesi Küresel freze çakısı Tepsi freze çakısı

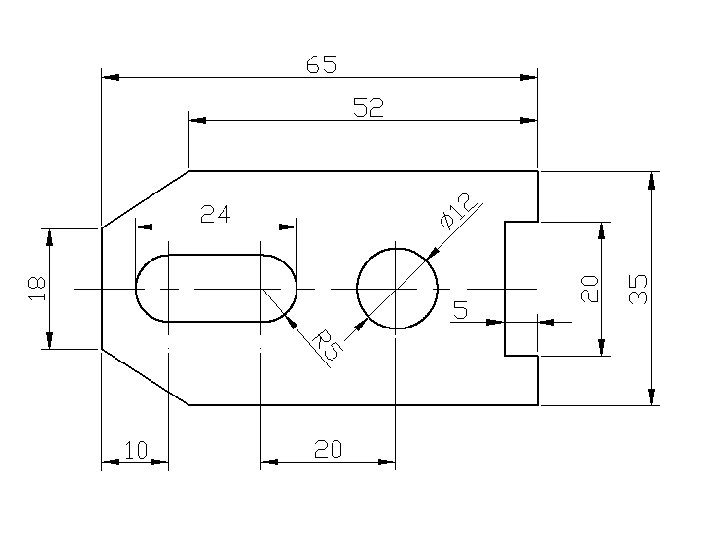
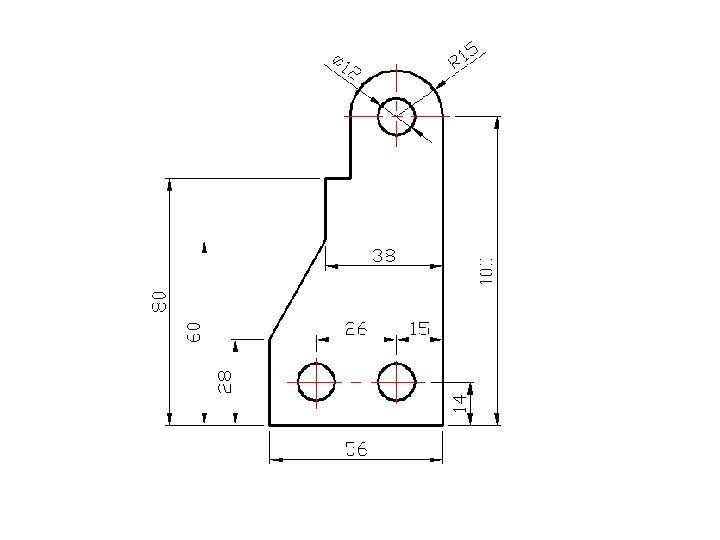
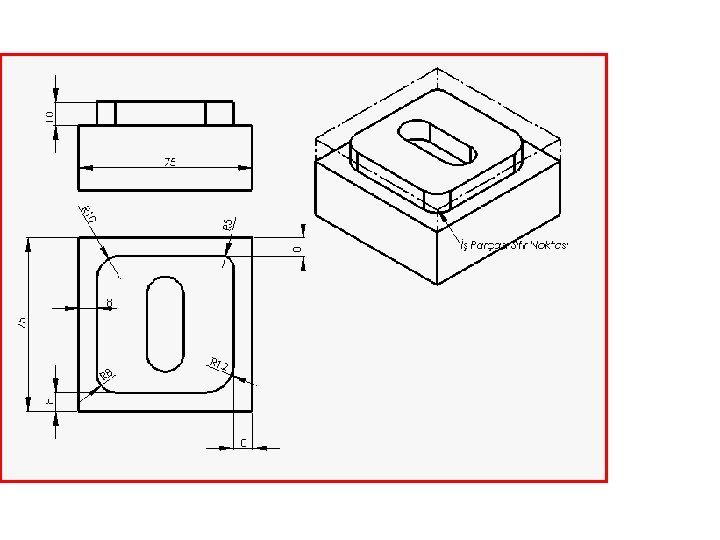
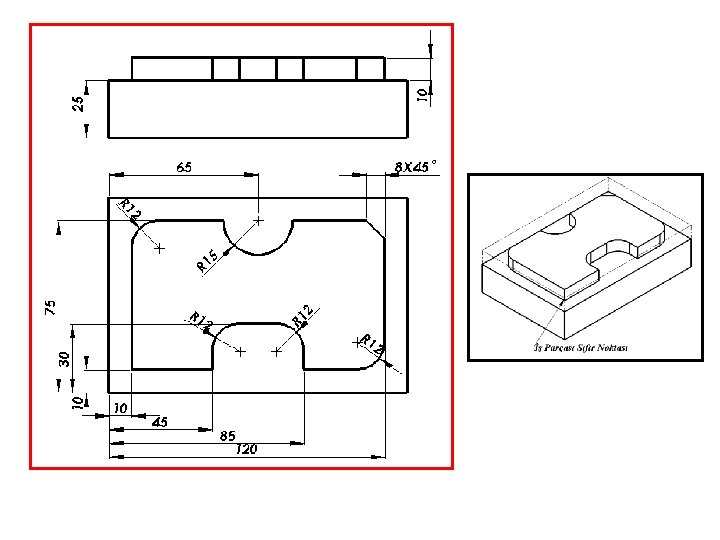
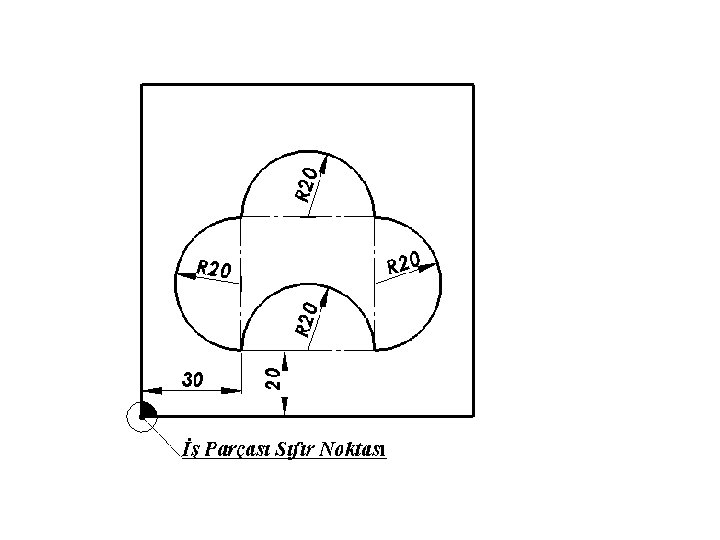
İş Parçası Sıfır Noktası Yukarıdaki parçanın üzerinde bulunan kanalı açacak programı yazınız. Mutlak programlama kullanınız. Kütük Ölçüleri: 75 X 38 mm Takım: Çap 16 mm parmak freze Devir Sayısı: 2000 d/dak İlerleme: 150 m/dak

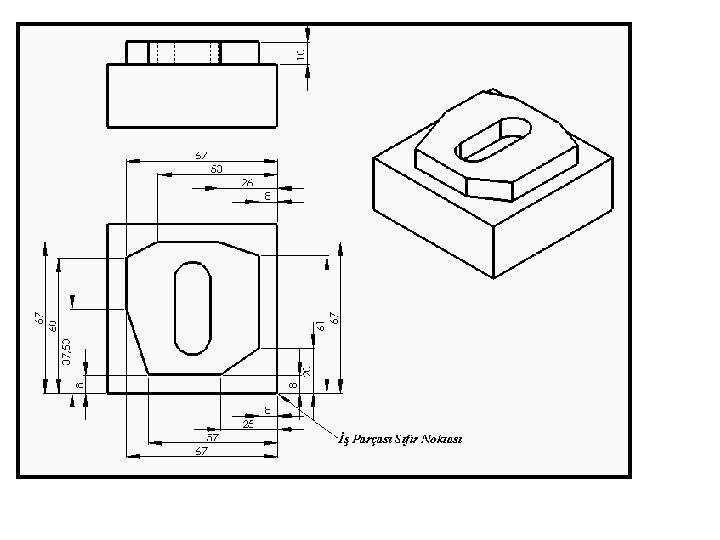
Yukarıdaki parçanın çevresini frezeleyen programı yazınız. Mutlak programlama kullanınız. Kütük Ölçüleri: 75 X 38 mm Takım: Çap 16 mm parmak freze Devir Sayısı: 2000 d/dak İlerleme değerleri: XY düzleminde 150 m/dak Z doğrultusunda 50 m/dak
")
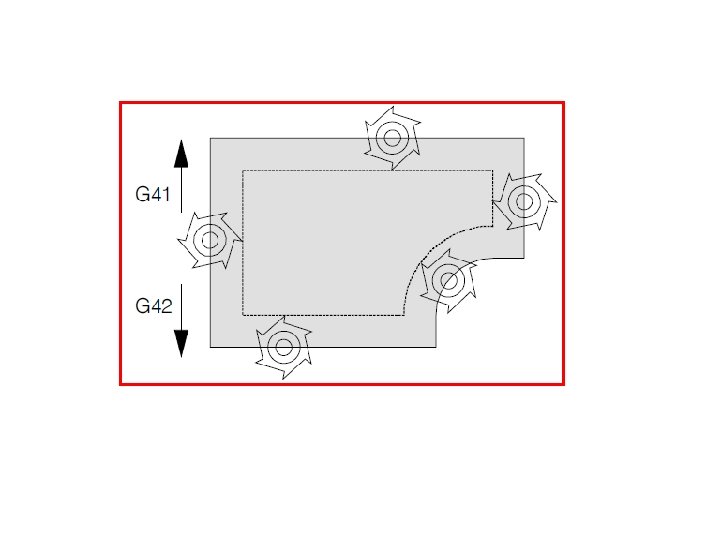
Takım Telafisi (G 40 -G 41 -G 42)
 Takım giderken arkasından takip ettiğini düşün takım iş")
Takım Telafisi (G 41 Takım Solda) Takım giderken arkasından takip ettiğini düşün takım iş parçasının solunda kalıyorsa “G 41” komutu kullanılır.
 Takım giderken arkasından takip ettiğini düşün takım iş")
Takım Telafisi (G 42 Takım Sağda) Takım giderken arkasından takip ettiğini düşün takım iş parçasının sağında kalıyorsa “G 42” komutu kullanılır.
 Kullanım Açıklamaları G 40 telafinin iptal")
Takım Telafisi (G 40 -G 41 -G 42) Kullanım Açıklamaları G 40 telafinin iptal edilmesi komutu yazıldıktan sonra G 0 veya G 1 komutları ile “X” veya “Y” ekseninde veya her iki eksende birden işten çıkma hareketi yazılmalıdır. Böylece çakı son gideceği konuma telafisiz gidecektir. G 40 komutu G 0 veya G 1 komutuyla aynı satırda olabileceği gibi bir önceki satırda da olabilir. G 41 ve G 42 arasında geçiş yapabilmek için önce G 40 ile telafi iptal edilmelidir.

17 18 14 16 19 15 20 24 22 23 12 13 11 10 21 9 8 7 3 25 2 1 4 6 5

4 3 5 6 8 7 2 9 1

Ergün KESKİN

Pah Programlama Komut Format G 1 X… Y… Z… CHR=… G 1 X… Y… Z… Komut Formatı G 1 X… Y… Z… CHF=… G 1 X… Y… Z…

Radyüs Programlama Komut Formatı G 1 X… Y… Z… RND=5 G 1 X… Y… Z…

Modal Radyüs Programlama Bu komutta modal radyüs programlanır. Freze çakısı her döndüğü köşeyi yazılan modal radyüs kadar radyüsle döner. Böylece bir defa radyüs yazılması yeterli olur. Komut Formatı G 1 X… Y… Z… RNDM=5 G 1 X… Y… Z…

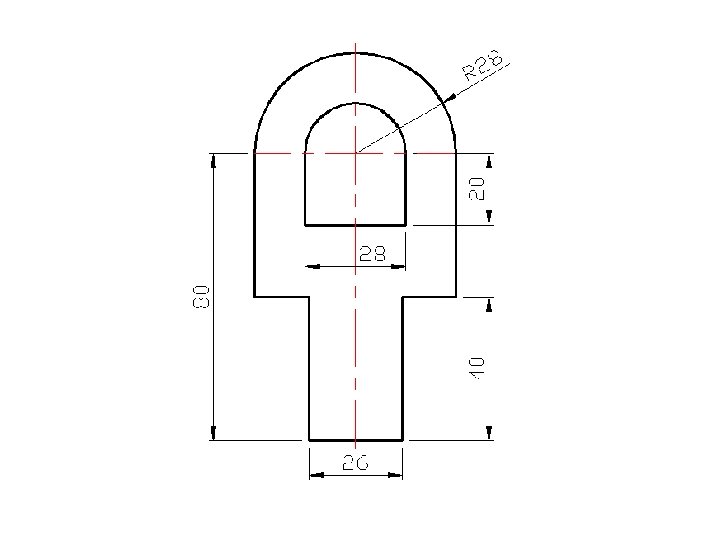
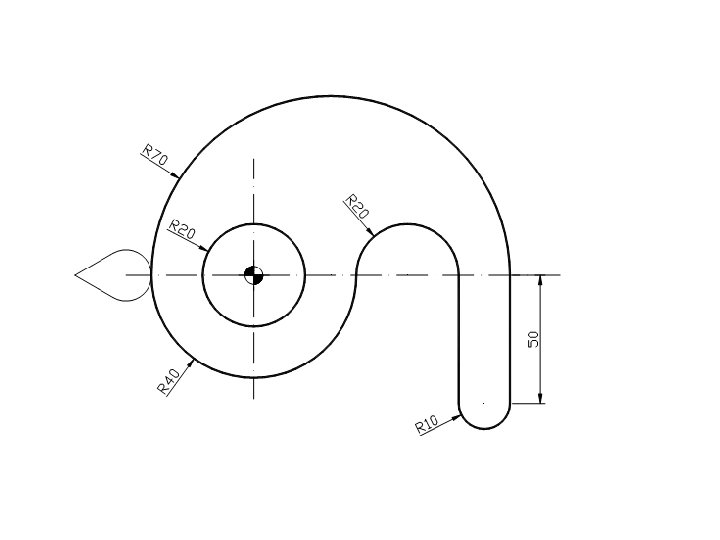
Aşağıdaki parçanın üzerine şekildeki kanalı frezeleyecek programı yazınız. Kullanılacak Takım: 4 mm lik parmak freze Devir Sayısı: 1500 d/dak Ham Parça Ölçüleri: 100 x 45 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak Talaş derinliği: 5 mm

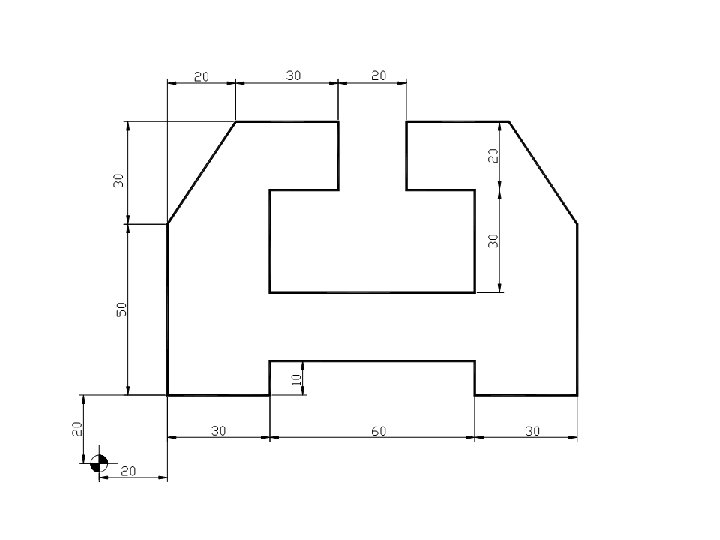
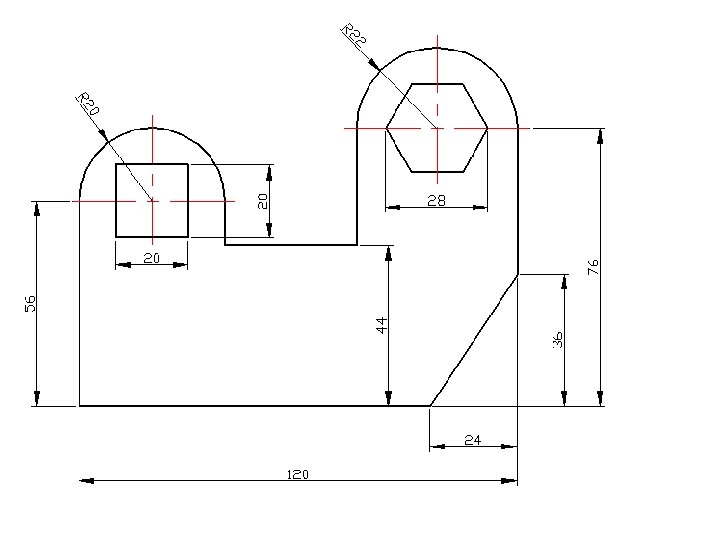
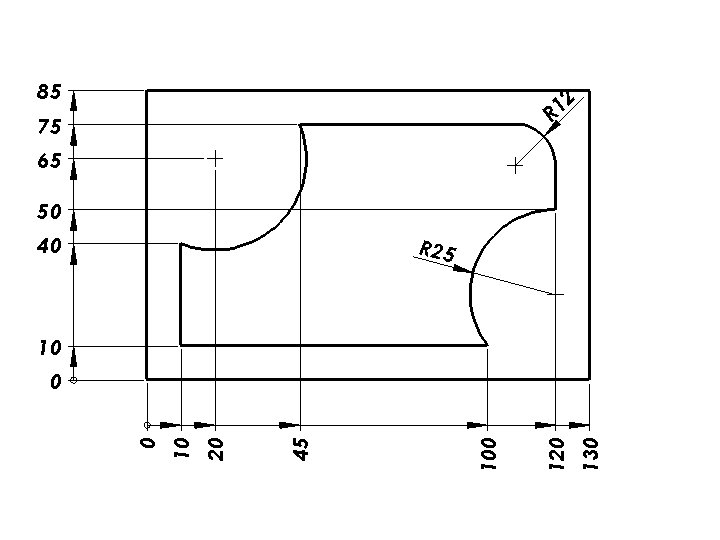
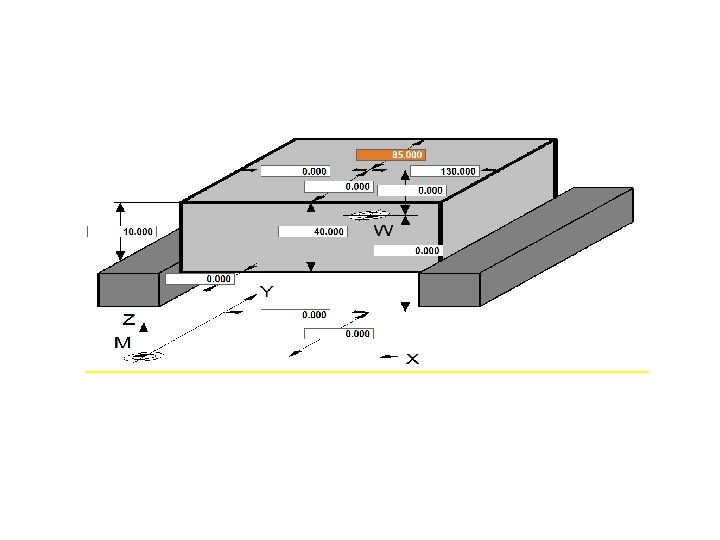
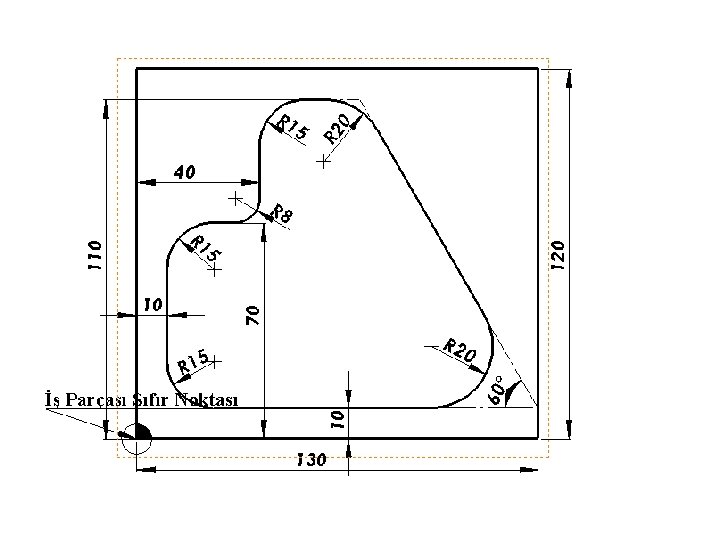
Aşağıdaki parçanın çevresini işleyecek programı yazınız. Kullanılacak Takım: 20 mm lik parmak freze Devir Sayısı: 1500 d/dak Ham Parça Ölçüleri: 130 x 85 x 35 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak Takım telafisi kullanılacaktır. Saat ibresi yönünde kesme yapınız.

Polar Koordinatlarla G 1 Doğrusal Talaş Kaldırma Hareketi G 110 Takımın en son bulunduğu noktaya göre kutup noktasının koordinatları G 111 İş parçası sıfır noktasına göre kutup noktasının koordinatları G 112 Geçerli son kutup noktasına göre yeni kutup noktasının koordinatları G 111 komutunda ilk önce “X” değeri yazıldığından “AP” değeri “X” ekseni 0º kabul edilerek yazılır. Komut Formatı G 111 X 30 Y 40 Z 0 G 1 RP=40 AP=60 F 300

G 110 Takımın en son bulunduğu noktaya göre kutup noktasının koordinatları G 111 İş parçası sıfır noktasına göre kutup noktasının koordinatları G 112 Geçerli son kutup noktasına göre yeni kutup noktasının koordinatları

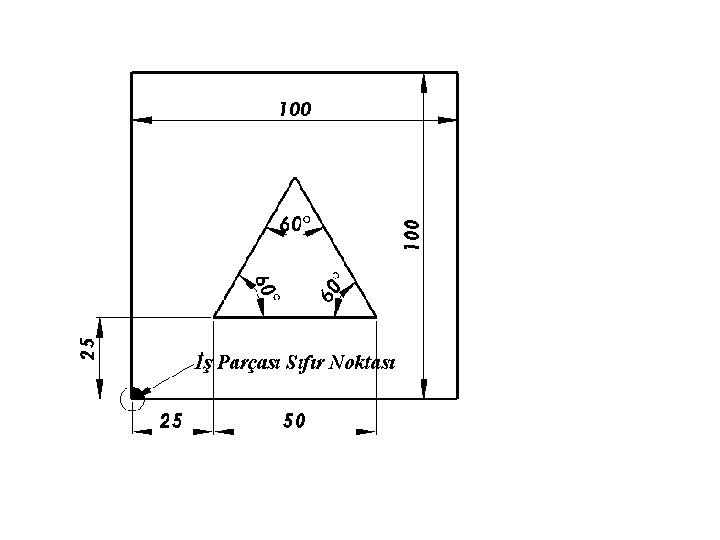
Aşağıdaki parçanın üzerine şekildeki gibi üçgen çizdirecek programı yazınız. Kullanılacak Takım: 4 mm lik parmak freze Devir Sayısı: 1500 d/dak Ham Parça Ölçüleri: 100 x 45 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak

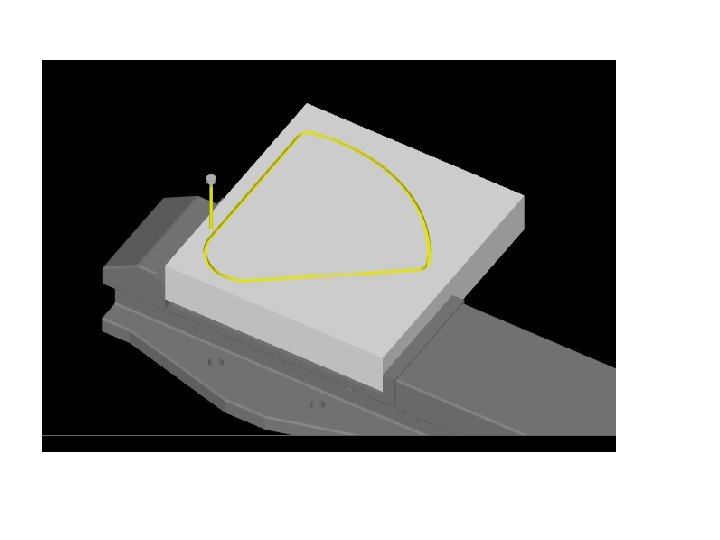
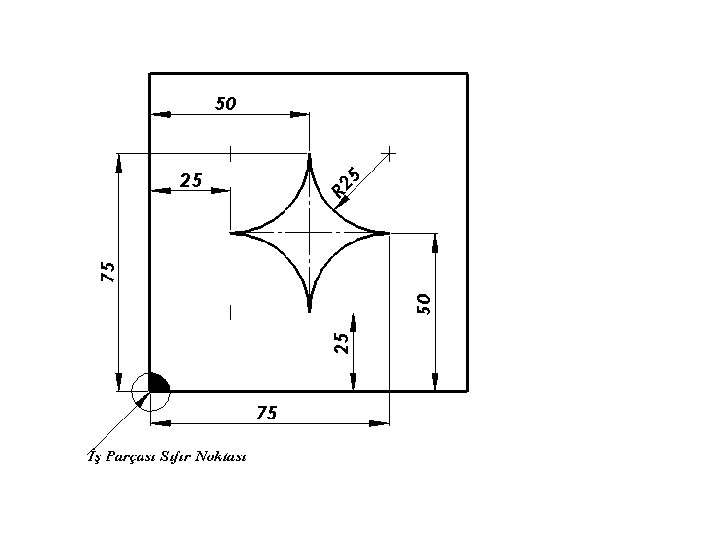
Aşağıdaki parçanın üzerine şekildeki gibi yıldızı çizdirecek programı yazınız. Kullanılacak Takım: 3 mm lik parmak freze Devir Sayısı: 1500 d/dak Ham Parça Ölçüleri: 120 x 45 mm İlerleme hızı: 150 m/dak
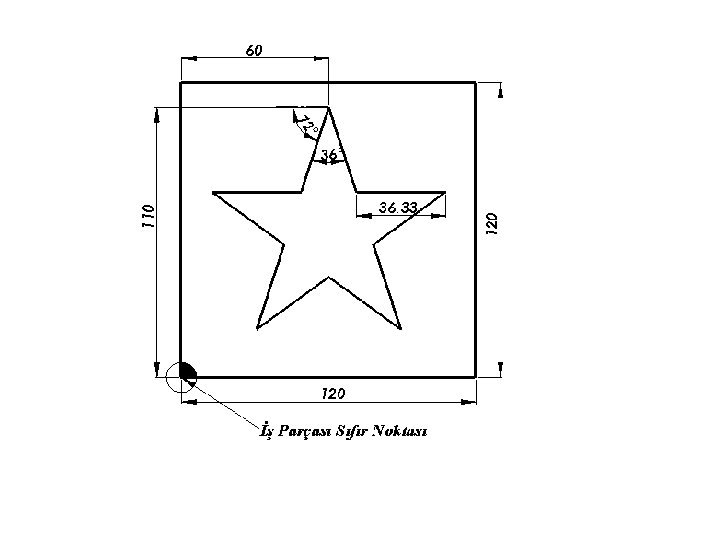

G 54 G 90 G 71 G 94 T 1 D 1 M 6 M 3 S 1500 G 0 X 60 Y 110 Z 1 G 1 Z-5 F 100 G 110 X 0 Y 0 G 1 RP=36. 33 AP=-72 G 110 X 0 Y 0 G 1 RP=36. 33 AP=0 G 110 X 0 Y 0 G 1 RP=36. 33 AP=-144 G 110 X 0 Y 0 G 1 RP=36. 33 AP=-72 G 110 X 0 Y 0 G 1 RP=36. 33 AP=144 G 110 X 0 Y 0 G 1 RP=36. 33 AP=-144 G 110 X 0 Y 0 G 1 RP=36. 33 AP=72 G 110 X 0 Y 0 G 1 RP=36. 33 AP=144 G 110 X 0 Y 0 G 1 RP=36. 33 AP=0 G 1 X 60 Y 110 G 0 Z 50 M 30

Başlangıç noktası, bitiş noktası ve merkez noktası kullanarak dairesel interpolasyon programlama Komut Formatı G 2/G 3 X… Y… I… J… Komut Formatı G 2/G 3 X… Z…I=AC(…) J=AC(…)

Başlangıç noktası, bitiş noktası ve radyüs kullanarak dairesel interpolasyon programlama Komut Formatı G 2/G 3 X… Y… CR=±… Tam daire bu komutla programlanamaz X, Y → Hedef Nokta CR → Radyüs CR=- → Radyüs açısı>180º CR=+ → Radyüs açısı≤ 180º

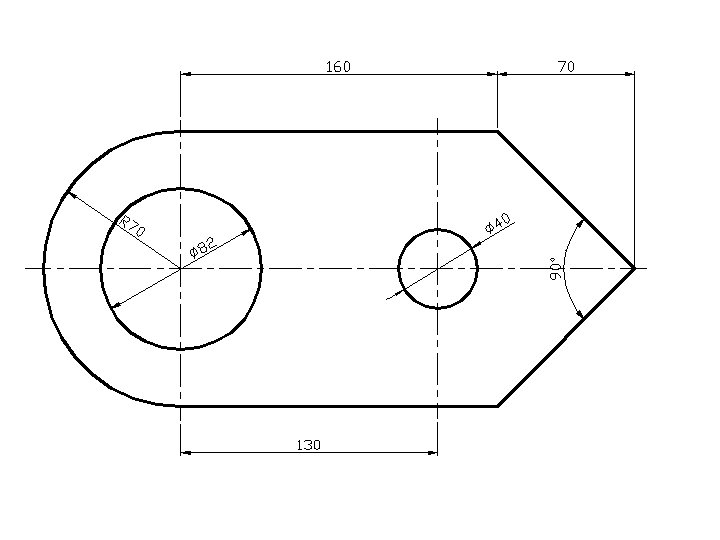
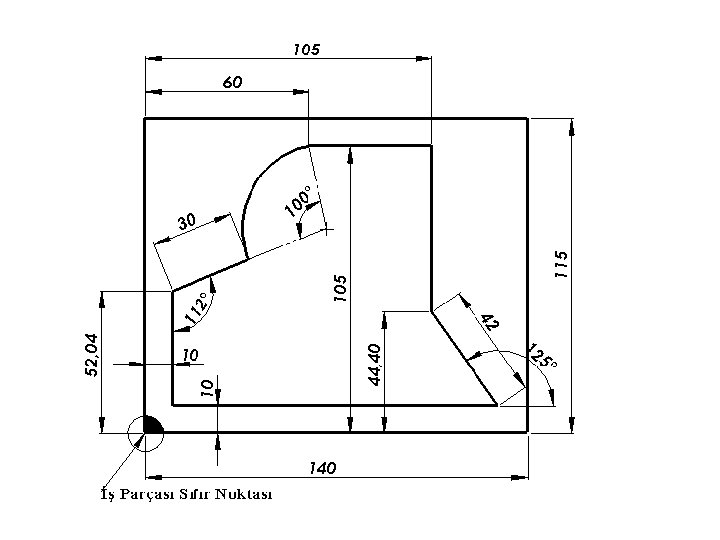
Aşağıdaki parçanın çevresini işleyecek programı yazınız. Kullanılacak Takım: 16 mm lik parmak freze Devir Sayısı: 1500 d/dak Ham Parça Ölçüleri: 130 x 85 x 35 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak

Aşağıdaki parçanın üzerine şekildeki gibi kanal açacak programı yazınız. Kullanılacak Takım: 4 mm lik parmak freze Devir Sayısı: 1500 d/dak Ham Parça Ölçüleri: 100 x 45 mm Kanal derinliği: 5 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak G 2/G 3 KOMUTUNUN “CR” FORMATINI KULLANINIZ.

Başlangıç noktası, merkez noktası veya hedef nokta ve yayma açısı kullanarak dairesel interpolasyon programlama Komut Formatı G 2/G 3 X… Y… AR=… veya G 2/G 3 I… J… AR=… veya G 2/G 3 I=AC(…) J=AC(…) AR=… Tam daire bu komutla programlanamaz AR→ Yayma açısı

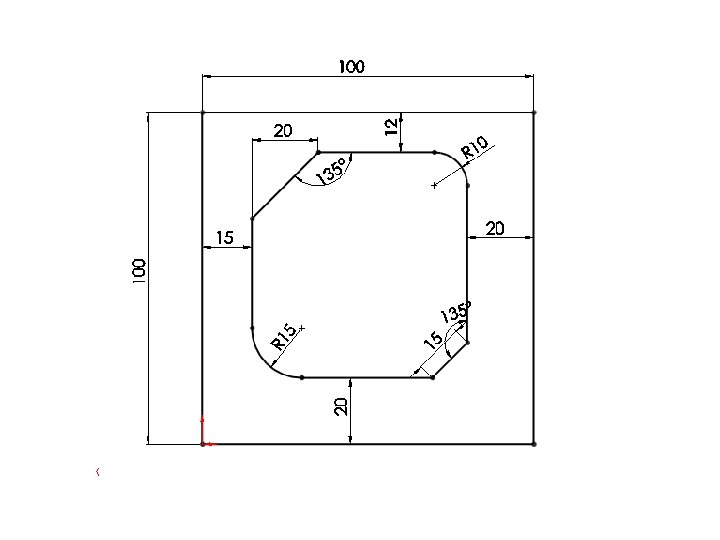
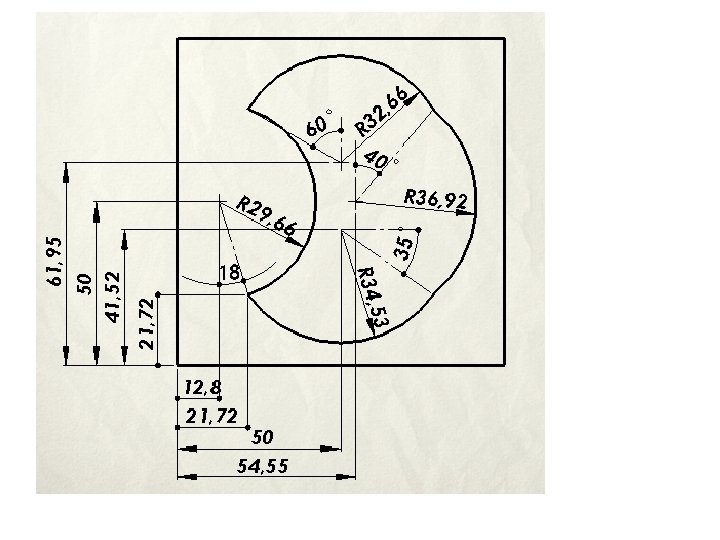
Aşağıdaki parçanın üzerine şekildeki gibi kanal açacak programı yazınız. Kullanılacak Takım: 4 mm lik parmak freze Devir Sayısı: 1500 d/dak Ham Parça Ölçüleri: 150 x 100 x 45 mm Kanal derinliği: 5 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak

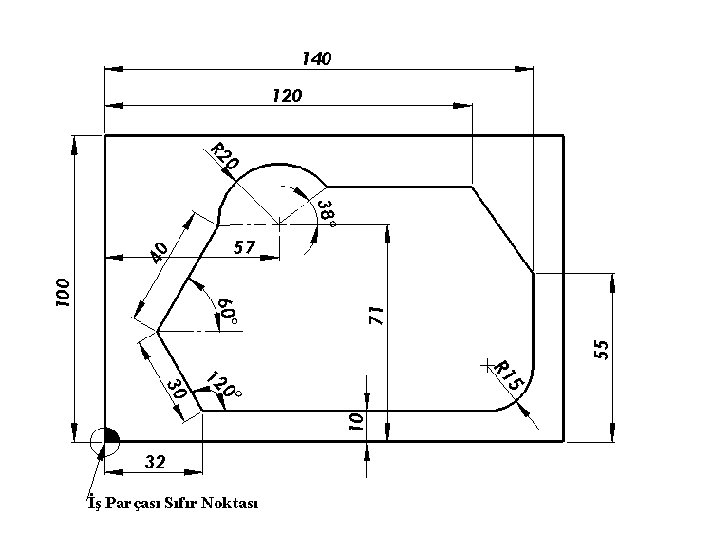
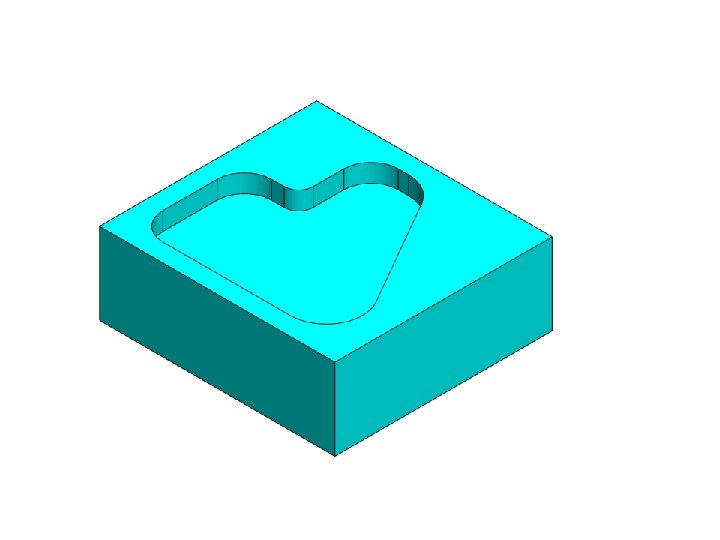
Aşağıdaki parçanın çevresini frezeleyecek programı yazınız. Kullanılacak Takım: 10 mm lik parmak freze Devir Sayısı: 1500 d/dak Ham Parça Ölçüleri: 140 x 115 x 45 mm talaş derinliği: 5 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak

Başlangıç noktası, ara nokta ve hedef nokta kullanarak dairesel interpolasyon programlama Komut Formatı CIP X… Y… I 1=… J 1=… Komut Formatı CIP X… Y… I 1=AC(…) J 1=AC(…) I 1= → Ara noktanın “X” ekseninde başlangıç noktasından uzaklığı J 1= →Ara noktanın “Y” ekseninde başlangıç noktasından uzaklığı

Polar koordinatlar kullanarak dairesel interpolasyon programlama Komut Formatı G 2/G 3 AP=…RP=… AP → Son noktanın polar açısı RP → Polar radyüs Polar koordinatla dairesel interpolasyon programlamadan önce G 110/G 111 veya G 112 komutlarından biriyl kutup noktası radyüsün merkezine taşınmalıdır.

Aşağıdaki parçanın üzerine şekildeki gibi kanal açacak programı yazınız. Kullanılacak Takım: 3 mm lik parmak freze Devir Sayısı: 1500 d/dak Ham Parça Ölçüleri: 100 x 45 mm Kanal derinliği: 5 mm XY düzleminde ilerleme hızı: 125 m/dak Z ekseninde ilerleme hızı: 50 m/dak

Aşağıdaki parçanın üzerine şekildeki gibi kanal açacak programı yazınız. Kullanılacak Takım: 3 mm lik parmak freze Devir Sayısı: 1500 d/dak Ham Parça Ölçüleri: 150 x 100 x 45 mm Kanal derinliği: 5 mm İlerleme hızı: 125 m/dak

Çalışma Alanı Limitinin Belirlenmesi G 25/26 X…Y… Z… Programlanabilir çalışma alanı sınırlandırması: Bu komutlar ile takımın hareket edeceği alan sınırlandırılır. Takım komutla yazılan sınırların dışına çıkamaz. G 25 ve G 26 ayrı komut satırlarında kullanılmalıdır.

Çalışma Alanı Limitinin Belirlenmesi G 25 X…Y… Z… Alt çalışma alanı G 26 X…Y… Z… Üst çalışma alanı WALIMON Çalışma limiti açık WALIMOF Çalışma limiti kapalı

“Active”kısımları onaylanmadan çalışma alanı limiti aktif olmaz.

Program yazılırken çalışma alanı sınırlama komutları ilk satırlara yazılmalıdır. Böylece program çalışınca çalışma alanı limitleri “parameter—setting data---Work area” limit kısmına yazılır.

Devir Sayısının Sınırlandırılması G 25 ve G 26 kullanılarak devir sayısı sınırlandırılabilir. G 25 S…. (En düşük devir sayısı) G 26 S…. (En yüksek devir sayısı) G 25 ve G 26 komutlarında yazılan değerler “setting data” kısmında saklanır ve program kapatıldıktan sonra da aktif olmaya devam eder.

DELİK DELME ÇEVRİMLERİ CYCLE 81 “Delme Merkezleme” çevrimi CYCLE 82 “Delme Havşalama” çevrimi CYCLE 83 “Derin Delik Delme”Çevrimi DİKKAT Delik delme çevrimleri yazılmadan önce takım delik delinecek noktanın üzerine emniyetli bir mesafeye konumlandırılmalıdır.

CYCLE 81 “Delme Merkezleme” çevrimi Basit delme işlemlerinde kullanılır. Özellikle punta deliği veya büyük delikler öncesi ön deliklerin delinmesinde kullanılır. Delik sonunda talaşın temizlenmesi için bekleme süresi yoktur. Matkap delik sonuna ulaştığında hızlı hareketle geri çıkar. Retract plane: Geri çekilme düzlemi Ref. plane: Referans düzlemi Safety dist: Emniyet mesafesi Fin. dr. depth: Delik derinliği (mutlak) Depth incr: Delik derinliği (artışlı)

CYCLE 82 “Delme Havşalama” çevrimi Delme ve havşalama işlemlerinde kullanılır. Delik sonunda talaşın temizlenmesi için bekleme süresi verilerek delik dibinde elde edilen yüzey kalitesi artırılır. Retract plane: Geri çekilme düzlemi Ref. plane: Referans düzlemi Safety dist: Emniyet mesafesi Fin. dr. depth: Delik derinliği (mutlak) Depth incr: Delik derinliği (artışlı) Dwell time: Delik sonunda bekleme süresi (saniye olarak)

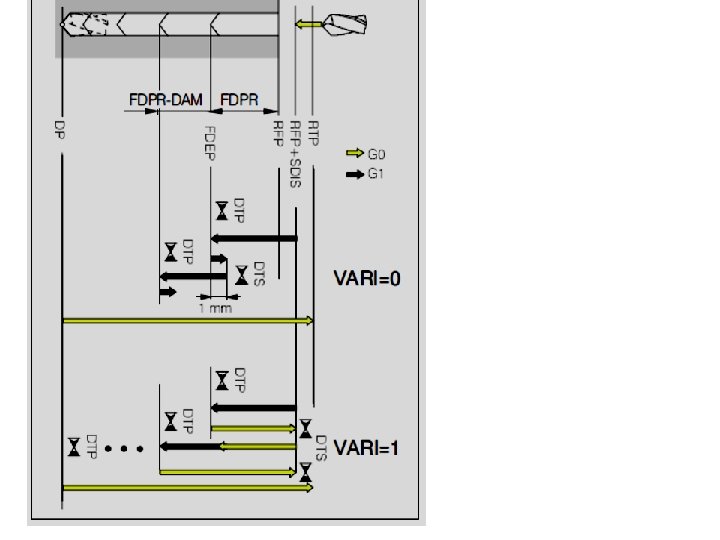
CYCLE 83 “Derin Delik Delme”Çevrimi CYCLE 83 iki tip derin delik delme operasyonuna sahiptir.

VARI=0 Talaş Kırma Bu operasyon tipinde matkap referans düzlemine RFP kadar G 0 hareketiyle yaklaşır. FDEP kadar iş parçasına G 1 hareketiyle girerek delme işlemi yapar. DTP kadar bekler. (saniye cinsinden) 1 mm G 1 hareketiyle geri çıkar. DTS kadar bekler. (saniye cinsinden) FDEP-DAM miktarı kadar tekrar G 1 hareketiyle işe girer. Bu çevrim delik sonuna ulaşılıncaya kadar devam eder. Delme derinliği minimum MDEP olabilir. Delme işlemi bittiğinde matkap RTP geri çekilme düzlemine çekilir.

VARI=1 Talaş Boşaltma Bu operasyon tipinde matkap referans düzlemine RFP kadar G 0 hareketiyle yaklaşır. FDEP kadar iş parçasına G 1 hareketiyle girerek delme işlemi yapar. DTP kadar bekler. (saniye cinsinden) Emniyet mesafesine SDIS kadar geri çekilerek talaşı boşaltır. DTS kadar bekler. (saniye cinsinden) Bir önceki deldiği derinliğe SDIS miktarı kadar G 0 hareketiyle yaklaşır. FDEP-DAM miktarı kadar tekrar G 1 hareketiyle işe girer. Bu çevrim delik sonuna ulaşılıncaya kadar devam eder. Delme derinliği minimum MDEP olabilir. Delme işlemi bittiğinde matkap RTP geri çekilme düzlemine çekilir.
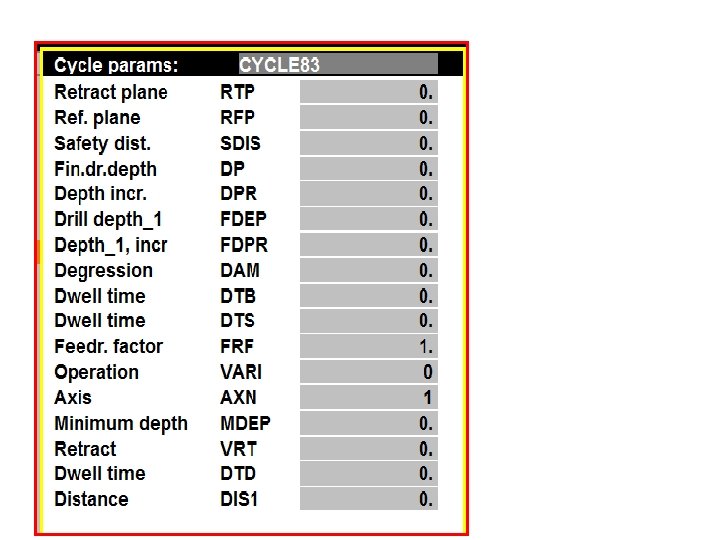

Retract plane RTP Geri çekilme düzlemi Ref. plane RFP Referans düzlemi Safety dist SDIS Emniyet mesafesi Fin. dr. depth DP Delik derinliği (mutlak) Depth incr DPR Delik derinliği (artışlı) Drill dept_1 FDEP İlk delme derinliği Depth_1, incr FDPR İlk delme derinliği (artışlı) Degression DAM azalma miktarı Her seferde delinecek derinlikteki Dwell time DTB Her delme işlemi sonunda bekleme zamanıdır. Bu değer saniye cinsinden veya iş milinin dönme sayısı olarak verilir. DTB>0 ise saniye cinsinden DTB<0 ise dönme sayısı olarak
 Feedr factor FRF İlerleme")
Dwell time DTS Matkabın geri çekildikten sonra bekleme süresi (saniye) Feedr factor FRF İlerleme miktarındaki azalma oranıdır. Bu oran 0. 001 ile 1 arasında girilebilir. Bu değerle daha önceki satırlarda girilen ilerleme değeri çarpılarak yeni ilerleme değeri bulunur. Operation VARI açıklanmıştı. Axis AXN Operasyon tipidir. Yukarıda Çalışma eksenidir. AXN 1 delik X ekseninde AXN 2 delik Y ekseninde AXN 3 delik Z ekseninde Minumum depth MDEP Minumum delik delme derinliğidir. Her seferinde DAM kadar azalan delme derinliği minumum bu miktar kadar olabilir.

Retract VRT Geri çekilme miktarıdır. Bu değer ‘ 0’ olduğunda geri çekilme miktarı 1 mm dir. Sıfırdan büyük yazıldığında yazılan bu değer geçerlidir. Dwell time DTD bekleme zamanıdır. En son delme işlemi sonunda DTD>0 ise saniye cinsinden DTD<0 ise dönme sayısı cinsinden DTD=0 ise DTB deki değer kabul edilir. Yani matkap her delme işlemi sonunda ne kadar bekliyorsa en son delme işlemi sonunda o kadar bekler. Distance DIS 1 VARI 1 işlemi için matkap talaşı boşalttıktan sonra tekrar delmek için hızlı hareketle bir önceki deldiği derinliğe indiğinde bırakacağı emniyet mesafesidir. DIS 1>0 olursa buraya yazılan değer geçerli olur. DIS 1<0 olursa otomatik olarak hesaplanır.

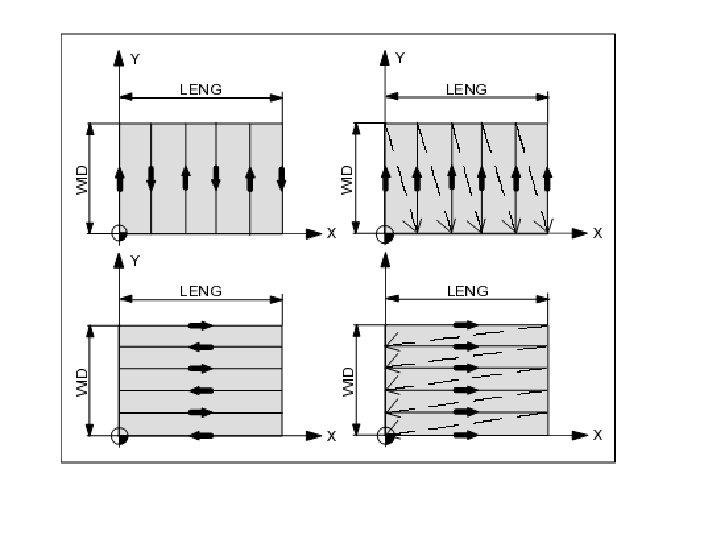
CYCLE 71 YÜZEY FREZELEME ÇEVRİMİ
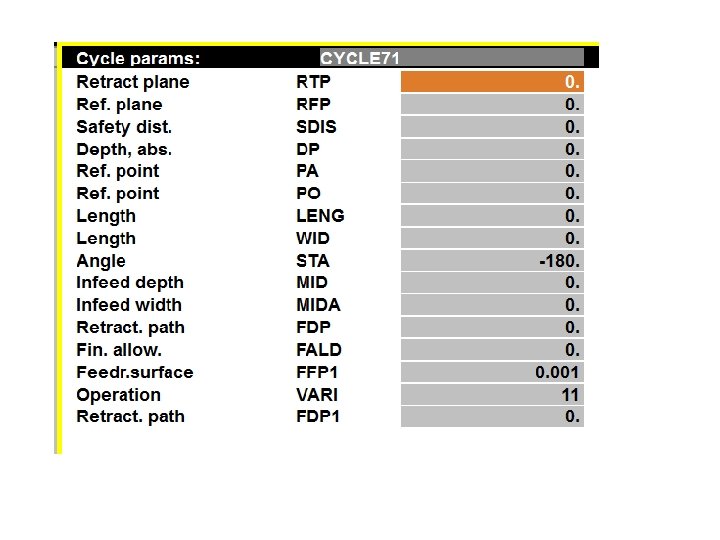

Retract plane RTP Geri çekilme düzlemi Ref. plane RFP Referans düzlemi Safety dist SDIS Emniyet mesafesi Depth, abs. DP Delik derinliği (mutlak) Ref. point PA başlangıç noktası Frezelenecek yüzeyin X ekseninde Ref. point PO başlangıç noktası Frezelenecek yüzeyin Y ekseninde Length boyu LENG Frezelenecek yüzeyin X eksenindeki Length boyu WID Frezelenecek yüzeyin Y eksenindeki Angle yaptığı açı STA Frezelenecek yüzeyin X ekseniyle Infeed depth miltarı MID Bir seferde alınacak maksimum talaş Infeed width MIDA Yanal ilerleme miktarı

Retrach. Path FDP Yana artış mesafesi Fin. Allow FAD Son talaşa bırakılacak talaş miktar Feedr. Surface FFP 1 ilerleme miktarı Yüzey temizlemede kullanılacak Operation VARI Frezeleme metodu Retract path FDP 1 İleri artış mesafesi

VARI Operasyon Tipi Operasyon tipi iki basamaklı sayı olarak ifade edilir. Birinci rakam ve ikinci rakamın ifade ettiği operasyon tipleri aşağıda yazılmıştır. Buna göre VARI 12 yazıldığında Y ekseninde tek yönlü kaba frezeleme yapılacaktır. 1 Son talaşa bırakılan talaş payına kadar frezeleme 2 Sadece finish işlemi 1 2 3 4 X ekseninde tek yönlü Y ekseninde tek yönlü X ekseninde çift yönlü Y ekseninde çift yönlü

Aşağıda özellikleri verilen parçanın yüzeyini frezeleyecek programı yazınız Parça ölçüleri: 150*70*40 Yüzey frezeleme, toplam derinlik: 5 mm; Başlangıç noktası koordinatları: (0, 0) İş bittikten sonra geri çekilme düzlemi: 50 mm Freze çakısı: 16 mm parmak freze; Devir sayısı: 1250 dev/dakika; İlerleme: 125 m/dakika; Yanal ilerleme: 10 mm ; Maksimum talaş derinliği: 2 mm; Operasyon tipi: X ekseninde çift yönlü; İleri artış miktarı: 20 mm; Yana artış miktarı: 10 mm; Emniyet mesafesi: 2 mm;

İş parçası sıfır noktasının başka bir noktaya taşınması İş parçası sıfır noktasının programlamada kolaylık sağlanması için iş parçası üzerindeki başka bir noktaya taşınması için kullanılır. Komut Formatı: TRANS X… Y…

TRANS komutuyla taşınan iş parçası sıfır noktasının yeni sıfır noktasına göre başka bir noktaya taşınması gerekli olduğu durumlarda ATRANS komutu kullanılır. ATRANS komutundan sonra TRANS komutuyla oluşturulan sıfır noktasına göre yeni sıfır noktasının X ve Y değerleri girilir. Komut Formatı: ATRANS X… Y…

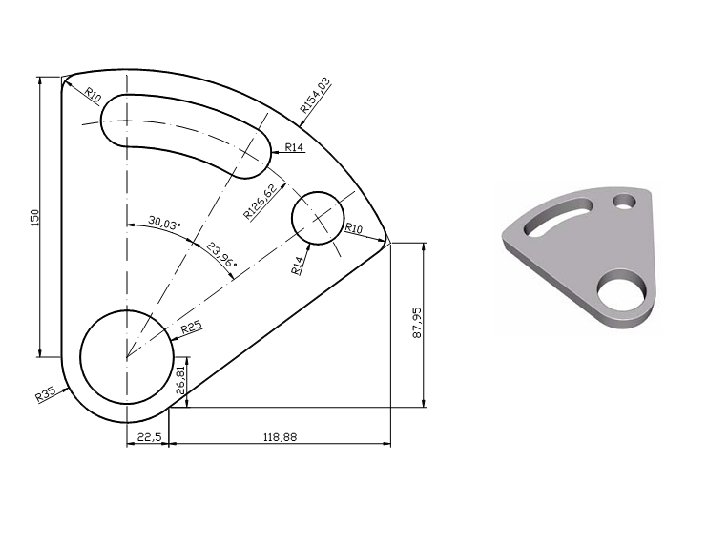
İş parçası sıfır noktasının döndürülmesi İş parçası koordinat sisteminin X, Y veya Z ekseninde döndürülmesi gerektiği durumlarda kullanılır. Daha çok iş parçasının üzerinde bulunan açılı geometrilerin işlenmesinde kullanılır. Tezgahımızda XY düzleminde çalıştığımız için döndürme işlemi Z ekseninde yapılır. Komut Formatı: ROT Z… Koordinat sistemi döndürüldükten sonra ilave olarak yeniden döndürülmek istendiğinde AROT komutu kullanılır. Komut Formatı: AROT Z…

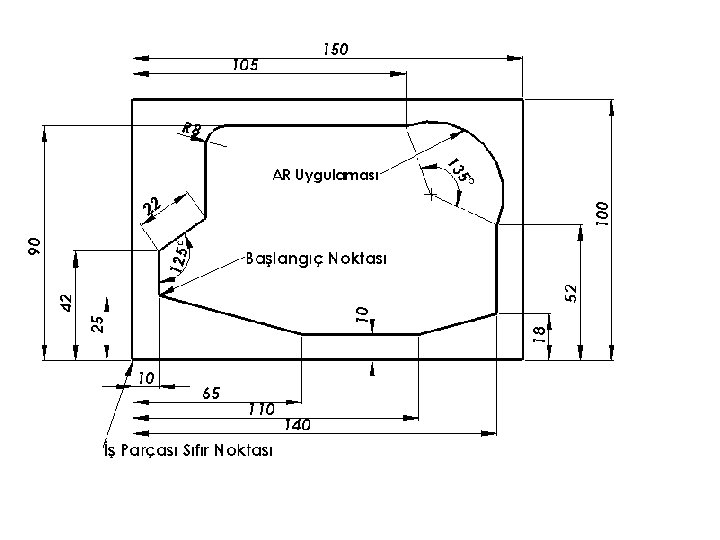
Yanda iş parçası sıfır noktası ilk önce TRANS komutuyla yeni bir noktaya taşınmıştır. Daha sonra AROT komutu kullanılarak iş parçası sıfır noktası Z ekseninde döndürülerek açılı pozisyonda olan geometrinin programlanması kolaylaşmıştır. TRANS komutundan sonra ROT değil de AROT komutunun kullanılmasına dikkat ediniz. Daha önceden iş parçası sıfır noktasının taşınması ve döndürülmesi komutlarından herhangi biri kullanıldığında AROT veya ATRANS komutları kullanılmalıdır.

TRANS VE ROT komutlarıyla ilgili uygulama Yandaki parçanın üzerine 5 mm lik parmak freze çakısıyla 5 mm derinliğinde takım yolları oluşturulacaktır. Önce sol alttaki takım yolunu alt program kullanarak oluşturunuz. Daha sonra TRANS komutuyla sağ alttaki takım yolunu oluşturunuz. Daha sonra ATRANS ve AROT komutlarını kullanarak sağ üstteki takım yolunu oluşturunuz. Parça ölçüleri 150 x 40 mm dir. Devir sayısı 2500 d/dak, Z ekseninde ilerleme 125 mm/dak XY ekseninde 100 mm/dak olarak alınacaktır.

SCALE Komutuyla ölçeklendirme Bu komutla ölçeklendirme uygulanarak girilen ölçülerden daha büyük veya daha küçük boyutlarda takım yolu oluşturmak mümkündür. SCALE komutu X, Y ve Z ekseninde ayrı girilebilir. Ancak biz XY düzleminde çalıştığımızdan sadece X ve Y ekseninde SCALE ölçüsü gireceğiz. Böylece X ve Y ekseninde programladığımız ölçülerden girilen SCALE faktörü kadar büyük veya küçük takım yolları elde edeceğiz. Komut Formatı: SCALE X… Y… Komut Formatı: ASCALE X… Y…
 noktasına")
SCALE UYGULAMASI Yukarıdaki programda N 35 satırında iş parçası sıfır noktası (15, 15) noktasına taşınmıştır. Daha sonra N 40 satırında L 10 olarak alt programla yazılan büyük kontur işlenmiştir. N 45 satırında TRANS komutuyla iş parçası sıfır noktası (40, 20) noktasına taşınarak N 50 satırında ASCALE komutuyla X ekseninde 0. 5 ve Y ekseninde 0. 7 SCALE uygulanmıştır. Daha sonra L 10 alt programı tekrar uygulanmıştır. Son satırda SCALE komutu boş olarak yazılarak ölçeklendirme sıfırlanmıştır.
 UYGULAMASI MIRROR (aynalama ) komutu kullanılarak X veya Z ekseninde aynalama yapılabilir.")
MIRROR (aynalama) UYGULAMASI MIRROR (aynalama ) komutu kullanılarak X veya Z ekseninde aynalama yapılabilir. Komut Formatı: MIRROR X 0 MIRROR Y 0 MIRROR X 0 komutuyla yukarıdaki resimde görüldüğü gibi X ekseni boyunca aynalama yapılmıştır. Buradaki 0 değeri aynalama yapıldıktan sonra herhangi bir offset uygulanmayacağı anlamına gelir. Buraya örneğin 5 değeri yazılırsa ayrıca aynalanan geometri 5 mm offsetlenir. MIRROR Y 0 komutuyla ise Y ekseni boyunca aynalama yapmak mümkünüdür.

MIRROR UYGULAMASI N 40 satırında L 10 alt programı işlenerek üst sağdaki takım yolu oluşturulmuştur. N 45 satırında X ekseni boyunca aynalama yapılmış ve N 50 satırında üst sağdaki takım yolu oluşturulmuştur. N 50 satırında L 10 alt programı tekrar çağrılmış ve üst soldaki takım yolu oluşturulmuştur. N 55 satırında Y ekseninde aynalama yapılmış ve N 60 alt soldaki takım yolu oluşturulmuştur. N 65 satırında Y ekseninde aynalama yapılmış ve N 70 satırında alt sağdaki takım yolu oluşturulmuştur.
- Slides: 120