Biomasse alternative a materie prime fossili Ferruccio Trifir

Biomasse alternative a materie prime fossili Ferruccio Trifirò Presidente Accademia delle Scienze di Bologna

Contenuto del mio intervento • Sintesi di acrilonitrile da biomasse in alternativa al propilene • Sintesi di acido acrilico da biomasse in alternativa al propilene • Sintesi butanolo da biomasse in alternativa ai buteni

Produzione di acrilonitrile CH 2=CH-CN • Prima del 1960 era stato prodotto da acetilene e HCN, ma successivamente, è stato sviluppato il processo SOHIO basato sull’ammonossidazione del (reazione con NH 3 e O 2) del propilene, uno dei primi processi rispettosi dell’ambiente e più sostenibili.

Acrilonitrile • L’acrilonitrile viene prodotto per circa 7 miliardi di kg di acrilonitrile ogni anno in tutto il mondo ed è polimerizzato a poliacrilonitrile, che viene utilizzato per produrre fibre per tessuti e tappeti. È anche copolimerizzato con butadiene e stirene per produrre gomme ABS e con stirene per dare resine SAN, utilizzate come materie plastiche per componenti automobilistici, dispositivi elettronici, giocattoli e attrezzature sportive. • L’acrilonitrile è utilizzato anche per una vasta gamma di prodotti speciali come fibre di carbonio, additivi per il trattamento dell’acqua e detergenti
")
Fondi del governo americano per il bioacrilonitrile • il National Renewable Energy Laboratory (NREL) di Golden (Colorado) riceverà fino a 5, 3 milioni di dollari per esplorare le molteplici vie di sintesi di bioacrilonitrile. L’elevato interesse in fibre di carbonio derivate da poliacrilonitrile è dovuto al fatto che questo settore crescerà significativamente, spinto dalla motivazione di ridurre il peso dei veicoli automobilistici.

Le molecole piattaforma ottenute da biomasse per la produzione di bioacrilonitrile • Da glicerina, ottenuta come coprodotto di biodiesel nella transesterificazione di oli vegetali con metanolo; • Da acido glutammico, un rifiuto della produzione di sostanze alimentari che contengono proteine; • Da acido 3 -idrossipropionico ottenuto per fermentazione di zuccheri e da rifiuti agricoli e da biomasse lignocellulosiche.

Da glicerina ad acrilonitrile via acroleina

Rese ottenute dalla glicerina • Utilizzando glicerina come materia prima sono state ottenute le seguenti rese in acrilonitrile: • con un solo reattore 48, 5%; • con due reattori in serie 40%; • con due reattori in serie e purificazione intermedia di acroleina 60%.

Da acido glutammico in due stadi

Da acido glutammico ad acrilonitrile • E’ stata ottenuta una conversione del 100% dell’acido glutammico a 3 -acido cianopropionico(CPA) con una selettività del 90%. Il CPA è stato convertito nel secondo stadio in acrilonirile con una resa del 23%.
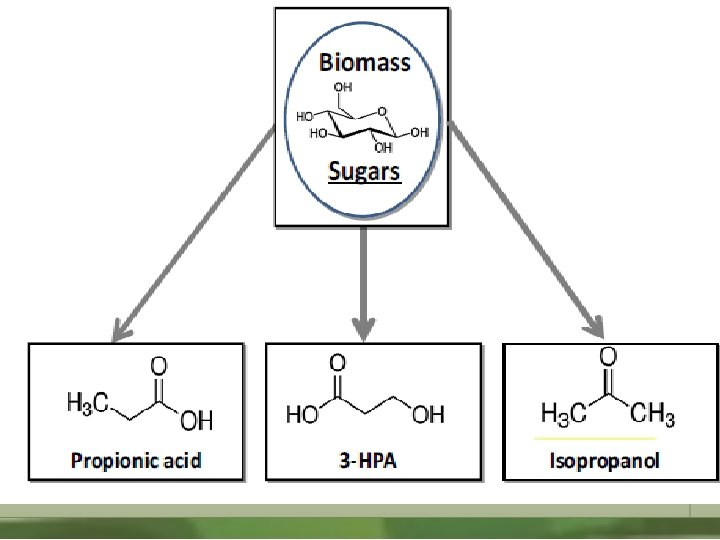

Acrilonitrile da acido 3 -idrossipropionico • La terza molecola piattaforma utilizzata è stato l’acido 3 -idrossipropionico (3 HP) ottenuto per fermentazione degli zuccheri ottenuti da varie piante, in particolare da materiali cellulosici e da rifiuti agricoli. L’ acido può essere ammonossidato ad acrilonitrile • HOCH 2 -COOH +NH 3+-> • CH 2=CH-CN +3 H 20

Da acido 3 -idrossipropionico ad acrilonitrile

Conclusione • La produzione di acrilonitrile da glicerina sembra presentare la maggiore resa • Ma il fatto che la SRI abbia scelto l'acido 3 -idrossipropionico come materia prima da biomassa, fa pensare che potrebbe essere la migliore via verso la produzione di bioacrilonitrile).

Produzione acido acrilico da biomasse CH 2=CHCOOH

Acido fumarico Metilattato

Da glicerina ad acido acrilico

Acido acrilico da glicerina

Da glicerina ad acido acrilico • Deidratazione ed ossidazione. acid redox Glicerina ------> Acroleina --->Acido acrilico • Le diverse vie 1) Un catalizzatore multifunzionale in un reattore 2) Due letti catalitici in serie nello stesso reattore 3) Due reattori con diversi catalizzatori in serie
")
Da glicerina ad acido acrilico • Uno solo stadio resa 55 % (Mo. VW) Lopez Nieto Cavani • Due stadi 75% resa Cs H PW + VMo Liu • Due reattori resa 80 -90% Nippon Skokubai

Da acido 3 - idrossipropionico ad acido acrilico • Ottenimento dell’acido per fermentazione di zuccheri • Previa purificazione dell’acido dal brodo di fermentzione • Deidratazione dell’acido 3 -idrossipropionico ad acido acrilico a 300 o. C con catalizzatori a base di ossidi di Si- Mg- Al resa in acido del 83% • D Decoster et al OPX Biotechnologies Inc • WO 2013192451 A 1

Pilota di produzione di acido 3 idrossipropionico • BASF, Cargill e Novoenzime hanno messo a punto un impianto pilota per ottenere acido 3 idrossipropionico per fermentazione e stanno studiando la sua trasformazione ad acido acrilico

Deidratazione dell’acido lattico ad acido acrilico • Ottenimento acido lattico per fermentazionedi carboidrati • Con catalizzatori a base di calcioidrossi patite con Ca/P 1. 3 • At 375 o. C 50% acido lattico con acqua in N 2 • Conversione 100% selettività 6 O% • V. C. Ghantani et al Greem Chem 2013

Acido acrilico da metil lattato • Conversione 91% selettività 75% Il metil lattato può essere ottenuto in alta resa dal saccarosio e recentemente anche dalla cellulosa

Da acido fumarico ad acido acrilico per metatesi • L’acido fumarico è ottenuto per fermentazione delle bagasse della cassava usando Rhizopus strains. e per fermentazionedi zuccheri

Biobutanolo Innanzitutto per butanolo in questa lezione s'intende 1 butanolo, 2 -butanolo 2 -metil-1 -propanolo (isobutanolo) e loro miscele 1 -butanolo
 la possibilità di utilizzarlo in alternativa all'etanolo")
Il biobutanolo è un carburante ideale 1) la possibilità di utilizzarlo in alternativa all'etanolo nei motori a benzina fino al 100% e nei diesel e nel jet fuel come additivo fino al 20% senza modifica del motore e con le stesse infrastrutture dei carburanti fossili; • 2) la possibilità di ottenere a partire da butanolo paraffine per sintesi chimica utilizzabili come benzina, diesel e jet fuel • 3) la possibilità di utilizzarlo per la produzione di idrogeno in situ nei motori a celle a combustibile; • 4) la possibilità di produrre solventi e intermedi da utilizzare in settori diversi dell’industria chimica.

Il butanolo un prodotto emblematico • Il butanolo può essere preparato da tutte le materie prime attuali e future. Ci sono: 1)processi puramente chimici a partire da combustibili fossili e da scarti lignocellulosici • 2) ci sono processi biotecnologici a partire da substrati zuccherini, amidacei o cellulosici • 3) processi misti bio-chimici a partire sempre da biomasse.
 Dalla prima alla seconda")
Storia dei processi industriali di sintesi del butanolo • 1) Dalla prima alla seconda guerra mondiale veniva prodotto da biomasse con il processo ABE (acetone, butanolo, etanolo) • 2) Dopo la seconda guerra mondiale solo ossosintesi da propilene ed idratazione dei buteni • 3) Da qualche anno sono stati sviluppati impianti pilota e dimostrativi da biomasse è probabile che questo sarà il futuro
 IL PADRE DELLA FERMENTAZIONE")
Weizmann ed il processo ABE • Chaim Weizmann (1874 -1952) IL PADRE DELLA FERMENTAZIONE ABE lo scopri in Inghilterra prima della prima guerra mondiale per produrre acetone necessario per le cartucce delle pallottole • Weizamnn diventò il primo presidente di Israele

Perché è stato abbandonato il processo ABE ? Il processo ABE utilizzato nel passato era una fermentazione anaerobicadi amido da mais con il batterio Clostridium Acetobutylicum e veniva chiamato ABE, da Acetone, Butanolo, Etanolo, i tre prodotti principali. Il processo inizialmente aveva l’obiettivo di produrre acetone, però, dopo la prima guerra mondiale, divenne importante per la produzione di 1 -butanolo. Nel processo ABE, acetone, butanolo ed etanolo venivano prodotti nel rapporto 3/6/1 e, a causa dell’avvelenamento del batterio da parte del butanolo, non si poteva aumentare la concentrazione di quest’ultimo al di sopra di 15 g/L,
 Utilizzato materie prime meno care, ed")
Come hanno migliorato il processo ABE ? 1) Utilizzato materie prime meno care, ed in particolare scarti lignocellulosici, piante energetiche o alghe; 2) Modificato i microrganismi o trovarne di nuovi per renderli meno sensibili alla concentrazione del butanolo ed aumentare la produttività e la selettività 3) Ottimizzato il reattore di fermentazione per aumentare la produttività; 4) Abbassato i costi energetici degli stadi di separazione e di purificazione a valle, in particolare realizzare separazioni in situ nel reattore; 5) Utilizzato i sottoprodotti come H 2 e CO 2, i rifiuti solidi ed i microrganismi scaricati e realizzato trattamenti economici delle elevate quantità di acqua utilizzate

Uso di materie prime cellulosiche Un importante innovazione è stata l’uso di materie prime cellulosiche, che sono state sottoposte prima ad un pretrattamento fisico-chimico per aprirne la struttura e separare la lignina, poi ad una idrolisi enzimatica della cellulosa ed emicellulosa a zuccheri e infine fermentate con un Clostridium o E. coli per produrre butanolo.

Modifiche del microrganismo I microrganismi tradizionali capaci di trasformare substrati glucosidici ed amidacei in butanolo sono quelli appartenenti al genere Clostridia, in particolare il Clostridium acetobutylicum 260, il C. acetobutylicum 824, il C. saccarobutylicum 262, il C. butylicuum NRRL 592, il C. beijerinckii 8052 ed il C. beijerinckii BA 101. Per diminuire il loro avvelenamento da parte del butanolo, aumentare la sua resa e produttività sono state realizzate mutazioni genetiche dei microrganismi con tecniche tradizionali o con tecnologie di ricombinazione del DNA o utilizzando due clostridia in due fermentatori in serie,
 La sintesi fermentativa che ha")
Le vie di sintesi future del biobutanolo • 1) La sintesi fermentativa che ha il vantaggio di potere produrre in un solo stadio butanolo : il processo più promettente è quello che realizza • l’idrolisi degli scarti cellulosici e la fermentazione in uno solo stadio e la separazione del prodotto in situ nel reattore (il gas stripping) 2) la sintesi mista bio e chimica attraverso la produzione per fermentazione di intermedi come etanolo, 1, 3 -butandiolo, butirraldeide o acido butirrico e loro trasformazione chimica successiva ad uno dei tre biobutanoli sopra indicati;
 una società americana con sede a Mountainview (Ca) dopo")
Cobalt biofuels (www. cobaltbiofuels. com) una società americana con sede a Mountainview (Ca) dopo avere realizzzato un pre-pilota da 3000 litri di butanolo l’anno, ha inaugurato un impianto pilota da 140. 000 litri l’anno nell’ottobre 2009 a partire da emicellulosa, cellulosa e amido utilizzando batteri a base di Clostridium, ed aveva intenzione di costruire un impianto dimostrativo da 10 milioni di litri l’anno ed infine un impianto commerciale da 100 milioni di litri anno. L’azienda ha messo a punto microrganismi che operano con diverse materie prime come scarti dell’agricoltura, colture energetiche e sottoprodotti della produzione della carta e dell’ industria alimentare.

Inaugurazione impianto macropilota in California nel 2009

Conclusione L’utilizzo delle biomasse potrà diventare competitivo rispetto a quello dei combustibili fossili prima della loro fine utilizzando scarti lignocellulosici provenienti da diversi settori (dall’agricoltura, dalla pulizia delle foreste, dai rifiuti urbani o dai fanghi di depurazione delle acque).

Conclusioni • Sono stati fatti diversi studi fino a impianti pilota di sintesi di acrilonitrile, acido acrilico e butanolo da biomasse • Occorre realizzare impianti dimostrativi per evidenziare meglio gli eventuali problemi
- Slides: 40