ASAMBLAREA PRIN NITUIRE Prof SPNU CECILIA LICEUL TEHNOLOGIC

ASAMBLAREA PRIN NITUIRE Prof. SPÎNU CECILIA LICEUL TEHNOLOGIC MECANIC, MUNICIPIUL C MPINA

Avantaje : • Suportă sarcini vibratorii; • Sunt folosite la asamblarea metalelor greu sudabile; • Este convenabilă economic pentru profile în construcții metalice; • Se pot îmbina materiale de natură diferită. Dezavantaje: • Datorită numărului mare de nituri construcția va avea o masă mare; • Nivelul zgomotului din ateliere este foarte ridicat; • Nu asigură etanșeitate bună; • Corodarea niturilor în timp scade siguranța în exploatare;

Nitul • Este organul de mașină folosit la asamblarea nedemontabilă a două sau mai multe piese (table, profile sau piese cu formă plată). Materialele pentru nituri trebuie să aibă rezistența la rupere suficient de mare și plasticitate bună. Ø oțel carbon obișnuit OL 34; OL 37 Ø alamă Am 63 Ø cupru Cu 5 Ø aluminiu Al 99, 5

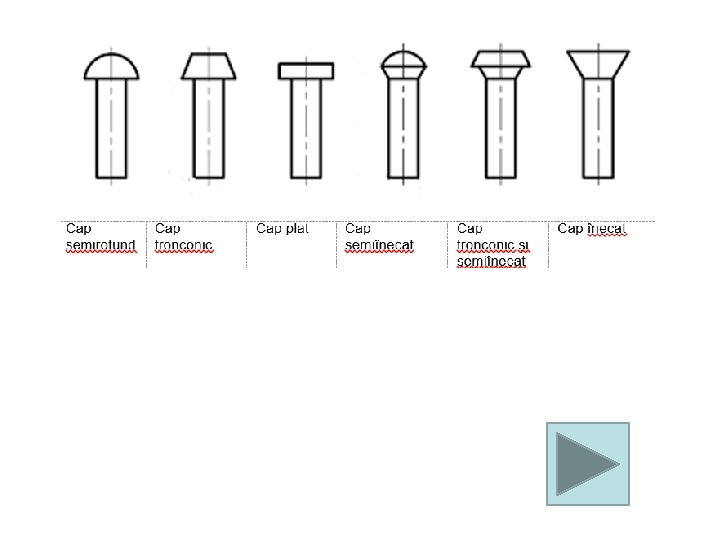
Clasificarea niturilor Nr. crt 1 2 Criteriu de clasificare Materialul din care sunt confecționate Rolul funcțional Forma capetelor provenite din fabricație 3 Tipuri Nituri de oțel Nituri de cupru Nituri de aluminiu Nituri din aliaje ușoare Nituri de rezistență Nituri de etanșare Nituri de rezistențăetanșare ( cu cap semirotund, tronconic, plat, semiînecat, etc. )
 după modul de execuţie: – nituire manuală; – nituire mecanică.")
Clasificarea îmbinărilor nituite: a) după modul de execuţie: – nituire manuală; – nituire mecanică. b) după scopul nituirii: – nituiri de rezistenţă; – nituiri de etanşare; – nituiri de rezistenţă-etanşare. c) după temperatura la care se execută: – nituire executată la rece; – nituire executată la cald.
 după modul de aşezare relativă a pieselor (tablelor): – prin suprapunere – cap")
d) după modul de aşezare relativă a pieselor (tablelor): – prin suprapunere – cap la cap (poate fi cu o eclisă sau cu două eclise) e) după numărul rândurilor de nituri: - cu un singur rând de nituri - cu mai multe rânduri de nituri dispuse în paralel sau în zig-zag.

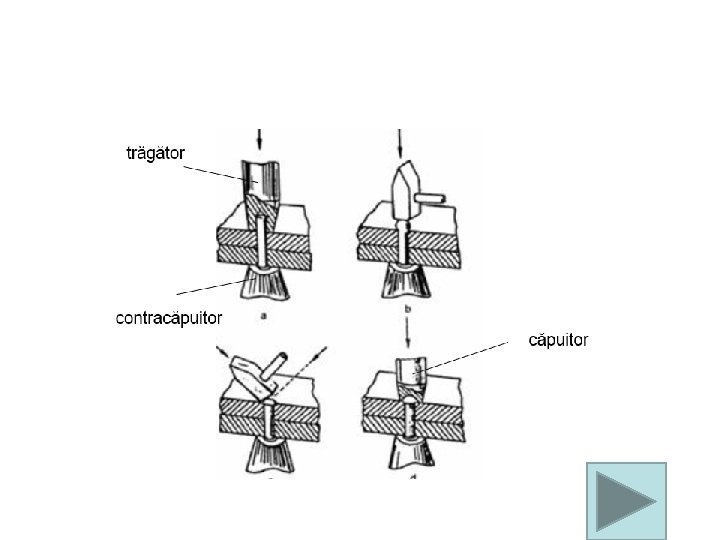
TEHNOLOGIA NITUIRII MANUALE Se realizează cu ajutorul căpuitorului, contracăpuitorului și trăgătorului, urmărind următoarele faze:

I- pregătirea nituirii 1. curăţarea suprafeţelor care vor veni în contact de urmele de zgură, de vopsea, urmele de grăsime sau alte impurităţi; 2. trasarea centrelor găurilor de nit –operaţia constă în trasarea centrelor găurilor cu ajutorul acelor de trasat şi marcarea lor cu punctatorul. 3. găurirea tablelor – se realizează cu maşini de găurit portabile sau pe maşini-unelte.

Diametrul găurilor trebuie să fie mai mare decât diametrul tijei nitului: • dnit=1 -5 mm => dgaură mai mare cu 0. 2 mm • dnit=5 -10 mm => dgaură mai mare cu 0. 5 mm • dnit>10 mm => dgaură mai mare cu 1 mm Se recomandă ca atunci când este posibil, găurirea să se facă simultan prin suprapunerea pieselor pentru a se obţine o coincidenţă optimă a găurilor realizate în piesele care se asamblează. La găurile pentru nituri cu cap semiînecat sau înecat acestea se teşesc cu adâncitoare.

4. montarea pieselor și centrarea lor De precizia acestei operaţii depinde în mare măsură corectitudinea asamblării prin nituri a pieselor.

II. nituirea propriu-zisă 1 introducerea nitului în gaură, 2. aşeazarea capului iniţial pe contracăpuitor 3. cu ajutorul trăgătorului se apropie cele două piese de tablă pentru a nu rămâne spaţii între ele. 4. prin lovituri de ciocan axiale şi radiale se refulează capătul tijei şi se formează capul de închidere de o formă bombată.

lovirea cu ciocanul pentru formarea capului de închidere așezarea contracăpuitorului pentru finisare

5. se aşează căpuitorul pe capul de închidere şi se loveşte cu ciocanul, rotindu-l după fiecare lovitură, până când se obţine o formă fasonată, identică cu capul initial. La formarea capului de închidere se va avea în vedere ca ciocanul să nu atingă suprafaţa pieselor de nituit, pentru a se evita ondularea şi deformarea tablelor.

III. ştemuirea Îmbinările nituite, cu precădere cele de etanşare, se supun operaţiei de ştemuire. Ştemuirea constă în presarea marginilor tablelor, în vederea obţinerii unei etanşări mai bune şi se execută cu ajutorul ştemuitoarelor, care au forma dălţilor, dar au muchia de tăiere teşită. IV. controlul operaţiei – se realizează în vederea verificării controlului asamblului obţinut.

Asamblarea prin nituire este o asamblare: demontabilă parțial fixă elastică mobilă

Mărcile de oţel pentru nituri sunt: OL 34, OL 37; OT 45, OT 60; OLC 45, OLC 60 A.

Asamblările nituite, după poziţia elementelor îmbinării sunt: de colţ; cap la cap; cu margini suprapuse; cu margini răsfrânte.

Identificaţi tipurile de nituri: cu cap tronconic cu cap semirotund cu cap plat

cu cap tronconic cu cap semirotund cu cap plat FINAL
- Slides: 23