Advanced Milling Rotary table What is a rotary

Advanced Milling

Rotary table • What is a rotary table ? • A rotary table is a precision work positioning device used in metalworking. • It enables the operator to drill or cut work at exact intervals around a fixed (usually horizontal or vertical) axis. • They come in two types: ? • Some rotary tables allow the use of indexing operations of certain common angles, and some use a hand wheel to divide 360 in to degrees, seconds and minutes. (Angular) • They can also be fitted with dividing plates that enable regular work positioning at divisions for which indexing plates are not available. • A rotary fixture used in this fashion is more appropriately called a dividing head (indexing head).

Using a Rotary Table • What can a rotary table be used for? • A rotary table can be used to make arcs and circles. • Rotary tables can also be used for indexing, where a workpiece must be rotated an exact amount between operations. • You can make gears on a milling machine using a rotary table.

Rotary Table: Angular • The ratio between worm and table is generally 40: 1, 72: 1 or 90: 1 • but may be any ratio that can be easily divided exactly into 360° • 90: 1 (workshop) • Ninety turns rotate the table 360 degrees. • One complete turn of the hand wheel rotates the table 4 degrees.

Rotary Table: Indexable Indexing pin: • The indexing pin is a fast way to find and lock onto common angles. • This rotary table has an indexing detent every five degrees of table rotation. • A close look above shows the indexing pin not engaged and then engaged. • The indexing pin will likely be spring loaded with a twist lock to keep it out of the indexing slots.

Setting rotary table to spindle centre. • Explain how to set the rotary table to spindle centre? • Aligning the centre of the rotary table to the spindle is essential for achieving quality results. • You can use a suitable turned bar that will fit into the centre of the rotary table and into a collet on the mill. • Visually position. Your eye is pretty good and judging when the two circles are centred. (normally within 0. 25 mm)

Setting rotary table to spindle centre, Cont • • To get a really accurate placement, you need to use a DTI in the rotary table. • Use the X & Y handles to adjust, until there is no movement seen on the DTI Run the table through 360˚ of rotation watching for the maximum deflection on the indicator.

Name two specialist processes that a dividing head can be used for: • Cam milling CAM 4. 5 min • Helical Milling Heli mill Definition of helical milling Milling in which the work is given simultaneously a rotary motion and an endways motion.

Helical Milling • What safety measures do you think are missing and what other precautions regarding the machine set up do you think need to be taken into account? • Guards • Ensure the work-holding devices don’t foul any part of the machine when moving.

Straddle milling or Gang milling. Gang Straddle • What is this style of milling called? • https: //www. youtube. com/watch? v=p. I 0 z IDNMJfw

Dovetail joints • Dovetail joints have been used for centuries as they are extremely strong. • The interlocking tails of the joint interlock with the mating grooves.

What is a Dovetail joint? • They are used for a number of engineering application, mainly with regard to machine tools and accurate slide way movement. • If the slide way is square, it is “Box Way”

Dovetail cutter • When selecting the cutter, it is important to select the correct size and angle. • They can be delicate and prone to breaking, what do you need to consider when machining? • Depth of cut • Speed • Feed

How to produce a Dovetail joint • To produce a Dovetail joint you need to produce the square slot. • This needs to be to depth and within 0. 5 mm of the finished width.

How to produce a Dovetail joint • The second step is to produce one side of the dovetail, select the correct angle cutter. • Produce the profile to a calculated size with slip gauges.

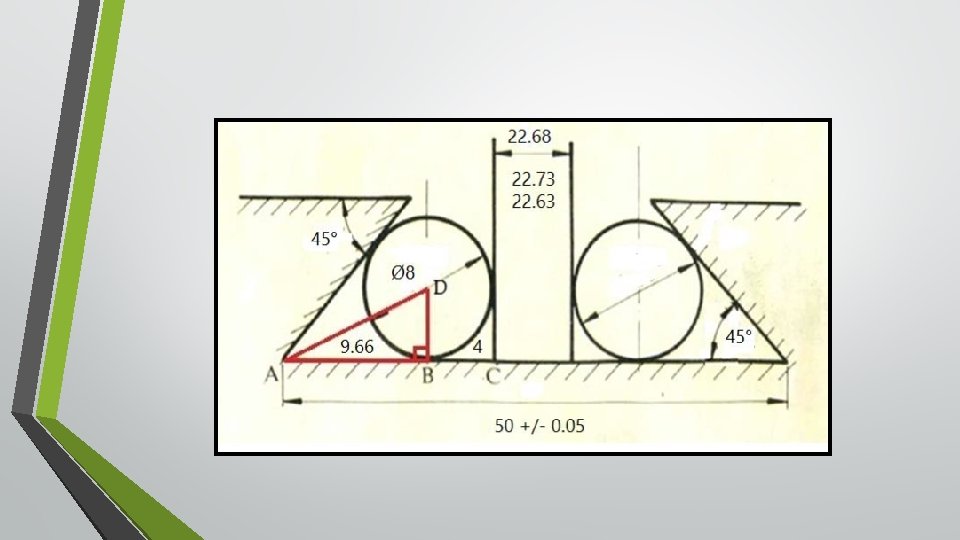
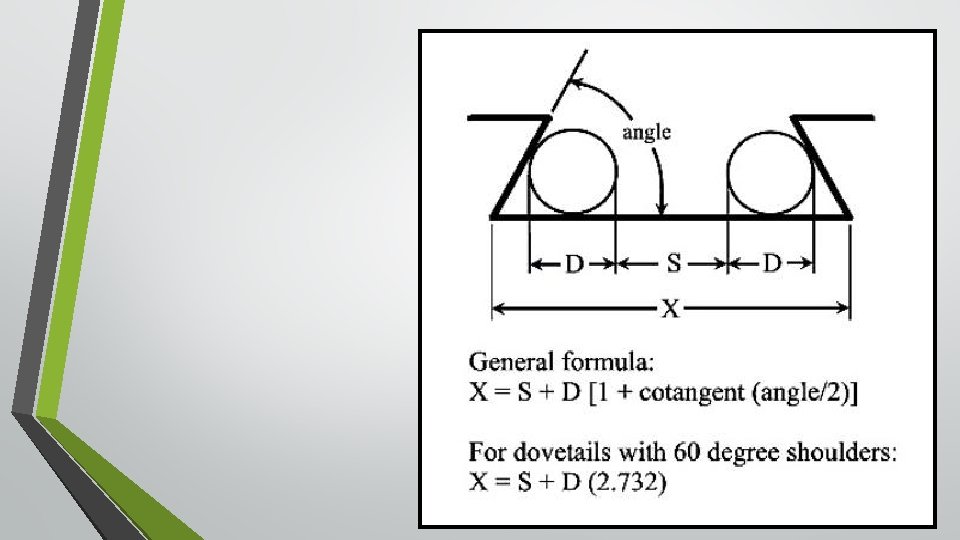
How to produce a Dovetail joint • The third step is to produce the second side of the dovetail. • Produce the profile to a calculated size with slip gauges. • You should now have the knowledge to calculate the size X using Trigonometry • https: //www. youtube. com/watch? v=Tsq. PZk. Wu. GVA • https: //www. youtube. com/watch? v=x. T 2 o. ACFl. B 0 c

Calculation

Fit quality • It is important dovetails fit accurately as they are normally used when close fitting components are needed. • But wear can appear after time. • In some instances, they can be adjusted.

Fit quality • It is important dovetails fit accurately as they are normally used when close fitting components are needed. • But wear can appear after time. • In some instances, they can be adjusted.

Dovetail Cutter What is this?

External dovetail Internal dovetail

Describe the process of machining an internal dovetail. 1. First identify the angle of the dovetail. 2. Then mill out the waste material from the middle of the dovetail. 3. Mill first dovetail to achieve correct position then mill second dovetail to correct width

What is this? • Boring head. • How does it work? • The tool is moved by winding a small slide in or out to increase or decrease the diameter of the bore. Boring head demo

When clamping thin walled components or castings ready for milling, what precautions do you think need to be taken? • Care must be taken to support thin walls / sections, by the use of jacks, packing pieces etc. • Don’t clamp in areas where there is no support. • Light cuts are taken to avoid putting undue stress on them.

State the two most commonly used methods of indexing used on a dividing head. • Direct • Simple

Direct indexing • Most dividing heads have an indexing plate permanently attached to the spindle. • It is fixed to the spindle and rotates with it. • This plate is usually equipped with a series of holes (usually 24 @ 15° intervals) that enables rapid indexing to common angles, such as 15, 30, 45, 60, 120, degrees. Direct indexing plate.

Simple indexing. • To calculate other spacing’s that are not multiples of 15° a method called simple indexing is used. • Work is positioned by means of a crank, index plate, and sector arms. • The crank is attached to the dividing head spindle and one complete turn on the crank will cause the spindle and work to rotate 1 / 40 of a turn, which is equal to 9° (ratio of 40: 1) 40 x 9 = 360˚ Simple indexing plate.

Simple indexing. Calculating the indexing or number of turns of crank for most divisions, simply divide 40 by number of divisions to be cut: • • Crank turns = 40 ÷ n Where n = the required number of divisions at the spindle Example A: (where divisions are known) How many turns of the crank handle are required to divide a round bar into 7? • Answer: • 40 ÷ 7 = 5 and 5 left over or 5 5/7 – For this answer to be useful it must be changed to suit a hole circle on the index plate we are going to use For example: on a 27 hole circle on the index plate: 5 5/7 = 5 15/21 which means 5 full turns and 15 holes on an 21 hole plate. (X up by 3).
 are used on a dividing")
Explain why different index plates (containing different hole circles) are used on a dividing head, what do the differing hole circles allow you to do? • To give a wider range of divisions as possible

State the two formulae used for calculating the number of turns and fractions of turns of the crank on a dividing head. 1. If you are given a number of divisions? crank turns = 40 ÷ n where n = the required number of divisions at the spindle

Work out the following Divisions required Hole circle required Number of turns and partial turns required Rounded up to suit plate No of hole on plate Equation No of full turns Remainder Layout to a fraction 40 ÷ 6 = 6 4 4/6 2/3 14/21 14 21 40 ÷ 7 = 5 5 5/7 15/21 15 21 4 4 12 27 6 7 9 40 ÷ 9 = 4/9 12/27

State the two formulae used for calculating the number of turns and fractions of turns of the crank on a dividing head. 2. If you are given an angle? angle required 9°
 • The crank has a ratio of")
Example B: (where an angle is given) • The crank has a ratio of 40: 1, therefore 360 ÷ 40 = 9° (each turn of the crank = 9°) • The formula for angular spacing’s is: • Angle required 9° • For example: 60° (hexagon) = 60 ÷ 9 = 6 6 / 9 or 6 12/18 for a 18 hole circle.

Example Angle required Hole circle required Number of turns and partial turns required No of Layout to a Rounded up holes on fraction to suit plate Equation No of full turns Remainder 39° 39 ÷ 9 4 3 3/9 9/27 9 27 53° 53 ÷ 9 5 8 8/9 24/27 24 27 62° 62 ÷ 9 6 8 8/9 24/27 24 27 87° 87 ÷ 9 9 6 6/9 18/27 18 27 78° 78 ÷ 9 8 6 6/9 18/27 18 27 60° 60÷ 9 6 6 6/9 18/27 18 27 120° 120 ÷ 9 13 3 3/9 9/27 9 27 25° 25 ÷ 9 2 7 7/9 21/27 21 27
 of serrations / divisions. • • You")
Calculating a large number (greater than 40) of serrations / divisions. • • You may be asked to machine a large number (greater than 40) of grooves / serrations around a bar In this instance use the 40 ÷ n formula and just cancel the result down to a suitable hole circle size; Example: you are required to create 96 serrations around a bar: write the numbers down as 40/96 and find a common denominator that will divide into both, in this instance use 4 which will get 10/24. (10 holes on a 24 plate) How many holes on what plate, for 135 serrations? Answer: 40 ÷ 135 Cancel down D = 5 8 27 8 holes on a 27 plate Crank turns = 40 ÷ n

How can the dividing head be set at an angle to the machine table? • By undoing the blocking bolts and tilting the dividing head to the correct angle.

How is the dividing head dis-engaged? • By releasing the gear inside the dividing head away from the worm wheel.

Gear and Worm worm • A worm gear is a screw butted up against a spur gear with slightly angled and curved teeth. • It changes the rotational movement by 90 degrees.

What is meant by the term ‘the hand of the dividing head’? • The dividing head is either right hand or left hand. • This signifies the end of the table that it is to be positioned to carry out spiral or cam milling.

Differential indexing? • Differential indexing is used when a particular number of divisions cannot be obtained by simple indexing. • The number of divisions is achieved by gearing up the dividing head so that when the crank is turned the hole plate also slightly moves. • Making the hole spacing different on each hole plate. • diff in

Differential indexing? • Differential indexing is a process that uses a set of change gears between the spindle of your dividing head and the barrel that holds the dividing plates. • As you turn the handle, it turns the spindle, which turn the gears, that then turn your indexing plate, forwards or backwards. • This moves your index hole around and changes the effective spacing between the holes.

What types of work holding devices can be used on a dividing head? • 3 jaw chuck • 4 jaw chuck • Face-plate • Centre • Arbour

Describe what a dividing head can be used for, state at least four examples of features that can be produced. • Grooves, • Slots, • Shapes / forms, • Gear teeth, • Any feature that is equally spaced or angularly spaced to each other

Describe the process for mounting a setting a dividing head and tailstock parallel to the machine table?

Describe the process for mounting a setting a dividing head and tailstock parallel to the machine table? 1. Clean all components, 2. Using suitable lifting equipment and place dividing head on machine table. 3. Place a ground parallel bar in the chuck and secure. 4. Using a dial test indicator with the plunger just touching the bar at the chuck 5. end, wind the cross slide in/out to get a high reading. Wind the horizontal slide down to the other end and repeat. Note the difference and make suitable adjustments until the reading is within tolerance.

Re-cap • • • The 2 types of indexing are? • • • 40 ÷ n (n=number of divisions) Simple and direct Two types of rotary table are? Angular and Indexable Two formulae used for calculating the number of turns and fractions of turns on a dividing head? Angle ÷ 9 deg Specialist processes that a dividing head can be used for Cam milling Helical milling

• Calculate a possible combination of change gears required for spiral milling a 75 mm lead on a machine having a lead of 200 mm. Lead of machine = product of driven gears Lead required product of driving gears Lead of machine = 200 = 16 = (8 x 10) x (2 x 10) = 80 x 20 Lead required 75 6 (2 x 10) x (3 x 10) 20 x 30 Note the combinations possible are many and are dependant on the change wheels available therefore this is only a sample answer
- Slides: 49