Acceptance sampling Process of evaluating a portion of



 curve Ø Measures the performance of a sampling plan Ø")

 curve - In practice the shape of OC curve is")
 curve Ø If a stream of lots is produced by")
 curve")
 Rejectable Quality Level (RQL)")
 and the acceptance number (c) Effect of sample")
 and the acceptance number (c) Effect of Acceptance")

 ØScreening and Rectifying Inspection ØAOQ is the average outgoing level")
 n = items in the sample having no non conforming")
")
 Average number of items inspected per lot. For a single")
")
 The average number of items inspected for a series of")
")





- Slides: 26
Acceptance sampling Process of evaluating a portion of the product/material in a lot for the purpose of accepting or rejecting the lot as either conforming or not conforming to a quality specifications. Inspection is carried out in two ways 1. 100% inspection 2. Sampling inspection
The main purpose of acceptance sampling is to distinguish between good lots and bad lots, and to classify the lots according to their acceptability and non acceptability. Advantages: 1. Items subjected to destructive testing must be inspected by sampling inspection. 2. Cost and time required is quite less. 3. Inspection fatigue is eliminated. 4. Smaller inspection staff. 5. Less damage to products as only few to be handled. 6. Problem of monotony and inspector error is minimized. 7. Exerts more effective pressure on quality improvement.
Limitations 1. Risk of making wrong decisions. 2. Sample usually provides less information about the product. 3. Extra planning and documentation is necessary.
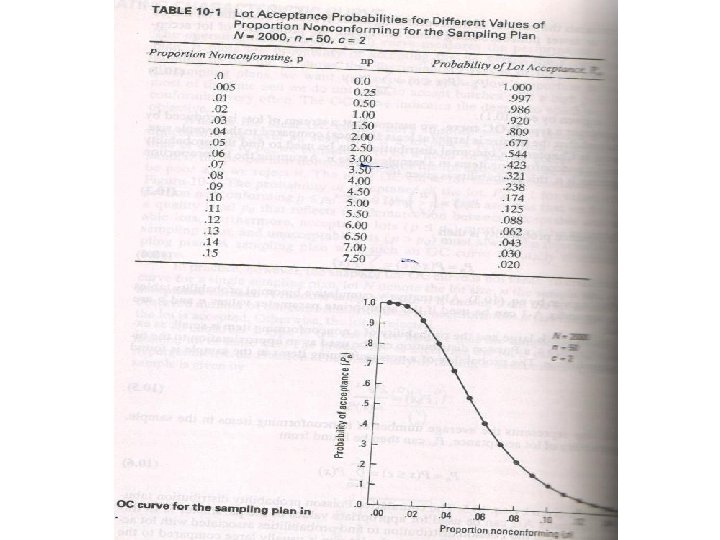
The operating characteristic (OC) curve Ø Measures the performance of a sampling plan Ø Probability of acceptance of lot Vs. Proportion nonconforming of the lot Ø Discriminatory power of sampling plan
Ideal OC curve Ø A sampling plan with such an OC curve is Totally Discriminatory
The operating characteristic (OC) curve - In practice the shape of OC curve is not ideal Let N = Lot size n = Sample Size c = Acceptance number Ø If sample is chosen from an isolated lot of finite size. The probability of acceptance (Pa) of lot is calculated based on Hypergeometric distribution.
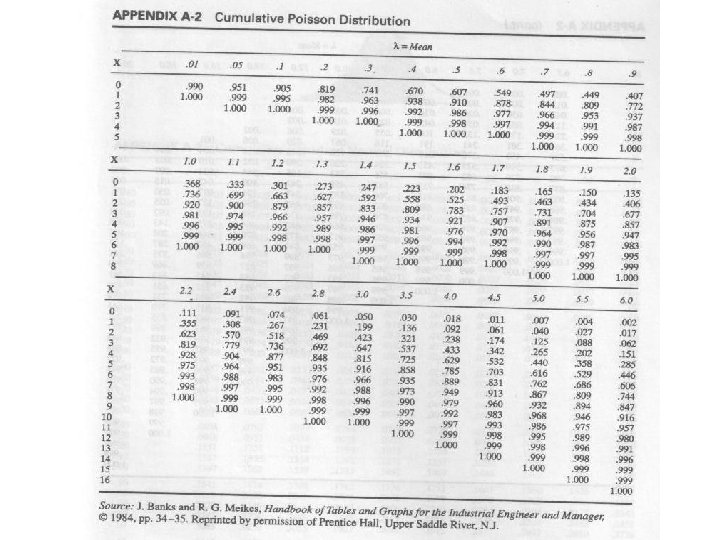
The operating characteristic (OC) curve Ø If a stream of lots is produced by the process and the lot size is large (at least 10 times ) compared to the sample size. The probability of acceptance (Pa) of lot is calculated based on Binomial distribution. Ø If the lot size is large and the probability of nonconforming item is small. The probability of acceptance (Pa) of lot is calculated based on Poisson distribution.
The operating characteristic (OC) curve
OC Curve Producer’s risk Consumer’s risk Acceptable Quality Level (AQL) Rejectable Quality Level (RQL) Indifferent Quality level (IQL)
Effect of the sample size (n) and the acceptance number (c) Effect of sample size on the shape of the OC curve
Effect of the sample size (n) and the acceptance number (c) Effect of Acceptance number on the shape of the OC curve
Evaluating Sampling Plans OC curve – measure of the performance of a sampling plan Average Outgoing Quality (AOQ) Average Total Inspection (ATI) Average Sample Number (ASN)
Average Outgoing Quality (AOQ) ØScreening and Rectifying Inspection ØAOQ is the average outgoing level of a series of batches that leave the inspection station, assuming rectifying inspection, after coming in for inspection at a certain quality level. Pa P (N – n) Ø AOQ = N
Average Outgoing Quality (AOQ) n = items in the sample having no non conforming items If the lot is rejected, (N-n) items will go through screening, So No non conforming items If the lot is accepted, (N-n) items in the lot will leave the inspection station with p(N-n) non conforming items The probability is Pa. So Pa p(N-n) = number of nonconforming items per lot expected to leave the inspection station. Hence the average proportion non conforming Ø AOQ = Pa P (N – n) N or
Average Outgoing Quality (AOQ)
Average Total Inspection (ATI) Average number of items inspected per lot. For a single sampling plan ATI = n + (1 – Pa) (N- n) For double sampling Plan ATI = n 1 Pa 1 + (n 1 + n 2) Pa 2 + N (1 - Pa 1 – Pa 2)
Average Total Inspection (ATI)
Average Sample Number (ASN) The average number of items inspected for a series of lots with a given incoming lot quality in order to make a decision. for a single sampling plan if inspection is not curtailed N = 800, n = 60, c =2 ASN = n = 60 For Double sampling plan ASN = n 1 P 1 + (n 1 + n 2) ( 1 - P 1) P 1 = Probability of making a decision on the first sample
Average Sample Number (ASN)
Types of sampling plan Ø Single sampling Plan Ø Double sampling plan Ø Multiple sampling plan
Types of sampling plan Ø Single sampling Plan Decision is made on the basis of N = Lot size n = Sample Size c = Acceptance number only one sample N = 50 n=5 c=1 • Inspect a sample of n pieces • If number of defectives: • Does not exceed ‘c’ Exceeds ‘c’ Accept the lot Reject the lot
Double sampling plan
Multiple sampling plan
Advantages and Disadvantages All types of Sampling plans are equivalent if they have the same Pa for batches of a given quality. 1. Simplicity – Single >Double >Multiple 2. Administrative cost – Single <Double <Multiple 3. No. of items inspected (Inspection cost) Single >Double >Multiple 4. Amount of information – Single >Double >Multiple