6 CPO CPO FBK Jeonju H S Suh


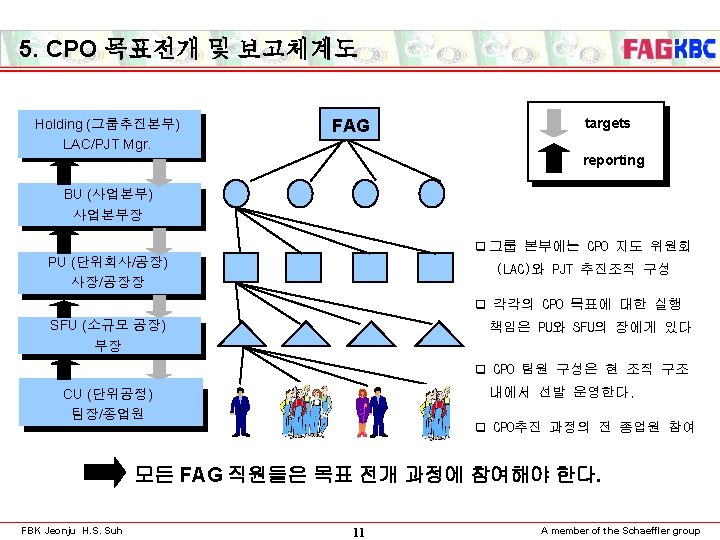

6. CPO 운영체계 CPO FBK Jeonju H. S. Suh 12 A member of the Schaeffler group
![9. CPO Star 및 관리지표 M 4 training hours [h/employee] 5, 0 14, 0](http://slidetodoc.com/presentation_image_h2/d17f3eafe0696d9ae8061abf6843419d/image-15.jpg "9. CPO Star 및 관리지표 M 4 training hours [h/employee] 5, 0 14, 0")
9. CPO Star 및 관리지표 M 4 training hours [h/employee] 5, 0 14, 0 4, 5 4, 0 12, 0 8, 0 6, 0 4, 0 2, 0 1, 0 0, 5 0, 0 month target average of the last 12 months 추이도 VG/RG a or de nce rc en tre ce ll A ce ll O B D gr in di tu ng rn in g de m pt ai. nt en an ce ur otivation CPO star 달성도(%) as s an ag e m en t 0, 0 m Ju Au l g Se p O ct N ov D ec Ja n Fe b M ar Ap r M ay Ju n 1, 0 0, 5 0, 0 10, 0 y 3, 5 3, 0 2, 5 2, 0 1, 5 al it target area qu 3, 5 3, 0 2, 5 2, 0 1, 5 month target average of the last 12 months 순위도 e. g. M 4 training hours Q M CPO charts: real measure (e. g. in h/employee) L C CPO star의 모든 항목들은 CPO board에 더 상세히 나타난다 FBK Jeonju H. S. Suh 15 A member of the Schaeffler group

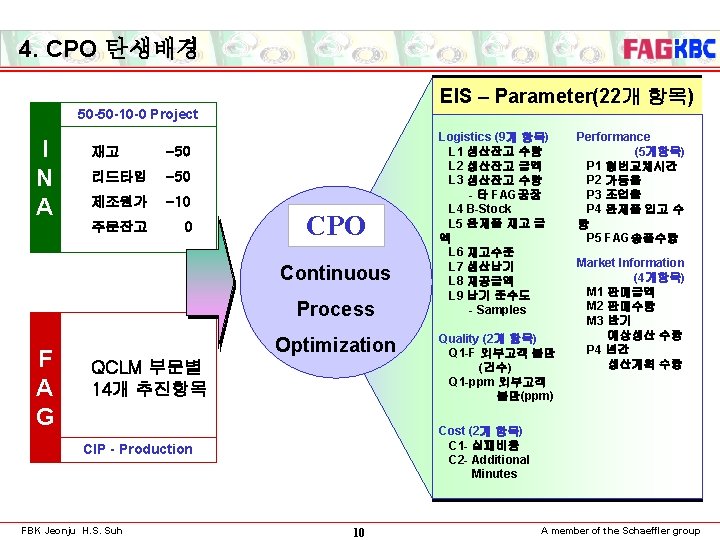
10. CPO 활동 평가 CPO의 EIS Parameter는 공장 내 재고 및 재공, 리드타임, 제조원가 및 주문잔고 등을 줄이고 가동률 및 C/T 등 공장 생산성을 향상시키는데 초점을 두고 있슴. EIS 파라메타는 CPO 데이터로 전환되고 새로운 주요 지표가 CPO star에 첨가 EIS-parameter sheet CPO-visualisation Q-4 external customer complaints – ppm. production parameters 2003 M-6 absenteeism rate M-4 training hours M-2 suggestion scheme savings M-1 employee creativity 100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0% Q-16 delivery fulfillment Q-10 ext. customer complaints - cases predefined EIS-parameters + M-parameters K-7 IST-Nutzung K-8 MALZ L-5 inventory reach L-5 turnrate of stocks K-14 cost of failure L-26 running time L-8 setup time per setup procedure CPO data base FBK Jeonju H. S. Suh 16 A member of the Schaeffler group
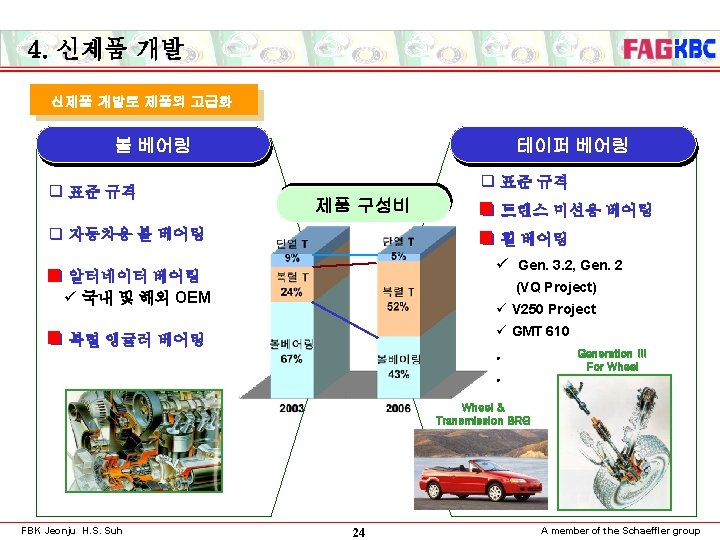
 추진목표 및 개요 공정: Ball Brg. Assembly 조립공정 Line :")
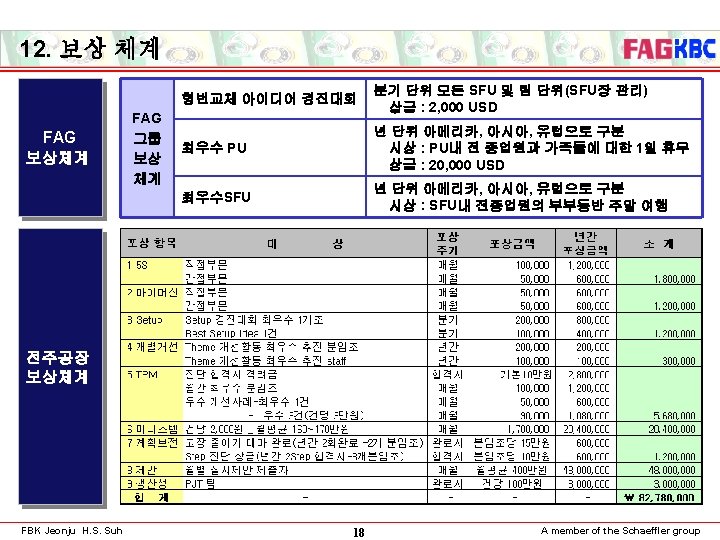
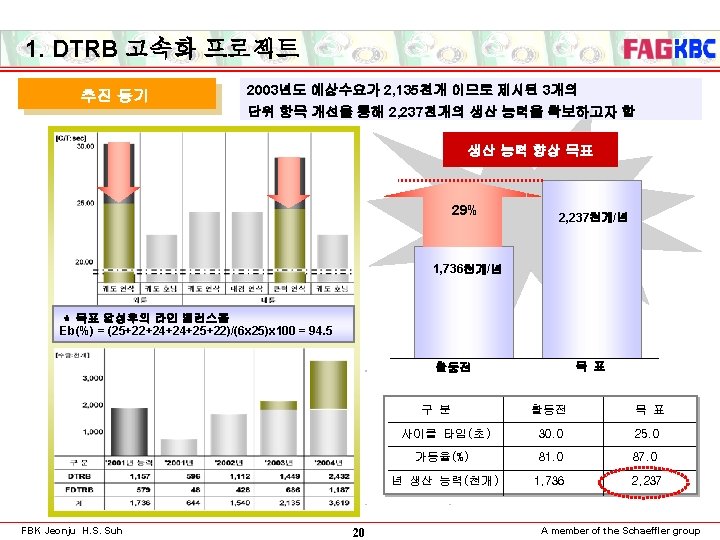
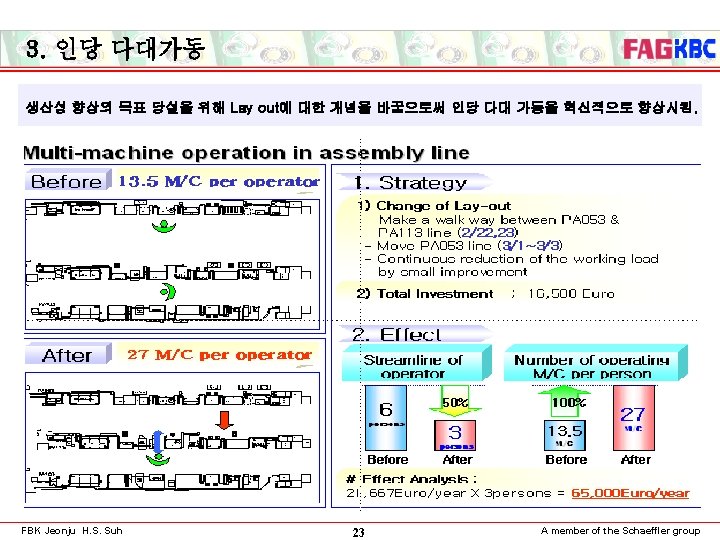
2. 조립공정 생산능력 향상(1) 추진목표 및 개요 공정: Ball Brg. Assembly 조립공정 Line : PA 103(PA 053, 113) Target 314 100 % 30, 000 40% % 2. 인당다대가동 (unit/man) 57% 13. 5 26, 700 27 Unit/man 19, 100 FBK Jeonju H. S. Suh 1 st : Jan. 2002~Apr. 2002 2 nd : Jan. 2003~Jul. 2003 3 rd : Aug. 2003~Feb. 2004 생산성향상 (인당 생산성) (9, 550 => 30, 000 set) 1. 생산능력향상 (set/day) Apr. 2002 일정: Jul. 2003 Feb. 2004 2002 21 2003 A member of the Schaeffler group
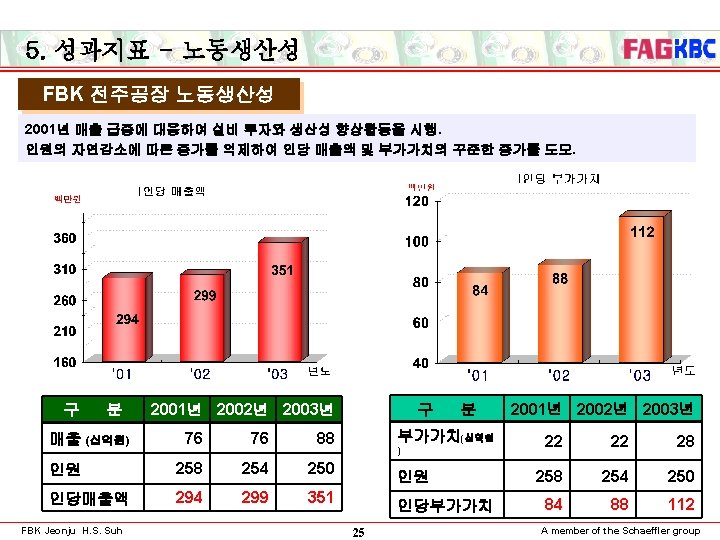
 추진과정 및 개선된 목표 / 실적 Step Start Target (Productivity)")
2. 조립공정 생산능력 향상(2) 추진과정 및 개선된 목표 / 실적 Step Start Target (Productivity) Date 100 Jan. 2002 1. 작업자 Load 분석 Major action plan Result 9, 550 % 1 st step 19, 100 % 200 Apr. 2002 2 nd step 1. Lay-out 변경 - PA 053 30, 000 Ut/man Cycle Time 3. 8 sec 2. 9 sec Efficiency 84% 90% % 314 Feb. 2004 ※ 투자 없는 개선활동 (소개선 활동) 1. C/T 단축 - 구동 Cylinder 행정거리 단축 - PLC Program 개선 (Idle time 제거) 2. 가동율향상 - Seal/Shield 공급부 개선 - Ball 조립공정 안정화 (Half-moon 개선) 19, 100 sets/day 13. 5 ut/man FBK Jeonju H. S. Suh 280 26, 700 Jul. 2003 2. 작업자 합리화 - 지속적인 소개선 을 통한 합리화 Product Quantity 3 rd step % 1. Ball 조립 C/T 단축 - 공급방식을 Air 구동 방식에서 CAM 구동 방식으로 개선 2. Cage 공급 방식 개선 3. Laser marking system 구축 19, 100 sets/day 26, 700 sets/day ( 30, 000 set/day ) 27 ut/man ( 27 ut/man ) ( 2. 5 sec ) 22 일본 NSK(3. 0초) 수 준 보다 초과 달성 ( 92% ) A member of the Schaeffler group


Together we move the world Together with Luk/INA/FAG/FHBC we can move the world. Together we will do our best effort. Working smartly at exciting job site for the bright company future. FBK Jeonju H. S. Suh 36 A member of the Schaeffler group
- Slides: 36