5 S Training Module The Foundation Lean Solutions










 Also Known as “Clearing Up” Meaning: Distinguishing the Necessary")










 Meaning: Doing the Right Things as a Habit")












































- Slides: 70
5 S Training Module The Foundation Lean Solutions for the Real World !
S implify S n e t h g i tra S crub S tandardi z e S elf discipline
Murli & Associates Outline • What is 5 S and why do it? • The origins of 5 S • The 5 S’s • CCM examples (the great, the good, the opportunity)
Why do it? What is the Quality of Work at this Facility?
Why do it? Do you trust this Process?
What is 5 S and Why do it? • A way of organizing the work space so that it is more efficient • A way of creating a “visual” environment where the abnormal is clearly distinguishable from the normal • A sales tool that makes your work areas present themselves to your customers in the best possible light • A way of establishing the leadership and discipline necessary to implement the rest of Lean
WHAT IS 5 S AND WHAT IS ITS PURPOSE ? • To provide an on-going system that instills a discipline to create, improve, and maintain a clean, well organized, and safe work environment. • The cleaner, more organized, and more self-regulated, the better the safety, quality, and productivity, .
Murli & Associates What is 5 S and Why do it? A way of establishing the leadership model necessary to implement the rest of Lean. It’s the simplest of all the Lean processes but yet it can be the hardest ALL LEAN EVENTS BEGIN AND END WITH 5 S!!!!
THE ORIGINS OF 5 s • Born out of a scientific curiosity if there was a reason to keep factories clean besides “frivolous appearance” • Hiroyuki Hirano was first to study the linkage in depth • He studied hundreds of factories he documented workplace cleanliness, organization and selfregulation by utilizing a scoring method that later became the basis for the 5 S’s • He found strong statistical correlation between high scores and favorable quality, service, and cost
Murli & Associates Outline • What is 5 S and what is its purpose? • The origins of 5 S • The 5 S’s
The First “ S ”…(Simplify) Also Known as “Clearing Up” Meaning: Distinguishing the Necessary From the Unnecessary and Eliminating the Unnecessary! q Only Store Those Items Absolutely Necessary for Work Area…. - Items Used Very Frequently - Items Being Used on Current Production q Remove Items That are Used Only Infrequently q Remove Items That Have No Value 08. 0. 5
SIMPLIFY - RED TAGGING • Red Tagging – Red Tagging is a tracking process to provide visual identification of unneeded items. – After all obvious items have been thrown away, remaining items are “red-tagged” to assure proper disposition. – As items are dispositioned “receipts” are removed from the board
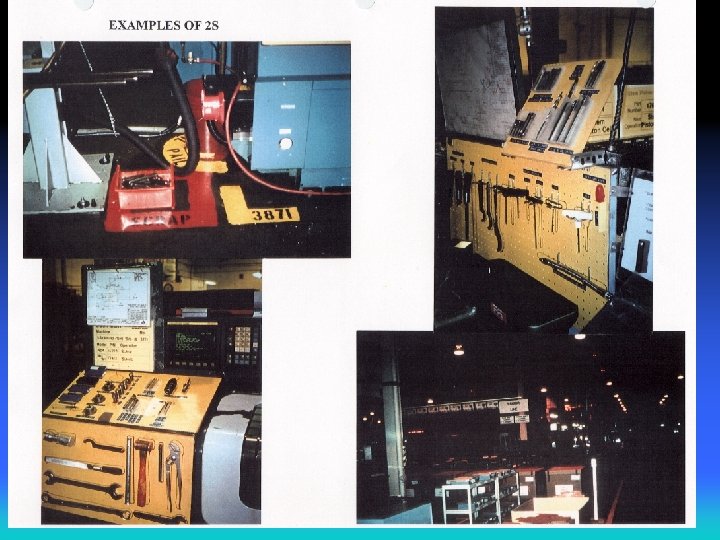
The Second “ S ”. . . Straighten Also Called “Neatness” or “Organization” Meaning: Establishing a Work Area Where it is Easy to Obtain What is Needed in a Minimum Amount of Time The Second “S” Promotes: – Neatness – Efficiency – Productivity – Organization
Straighten
The Third “ S ”. . . Scrub Also Known as “Cleaning” Meaning: Eliminate Trash, Filth, and Foreign Matter from the Workplace q Creates a Better Working Environment for… – Workers – Customers q Cleaning Activities Develop Team Work and Team Spirit The White Glove Test….
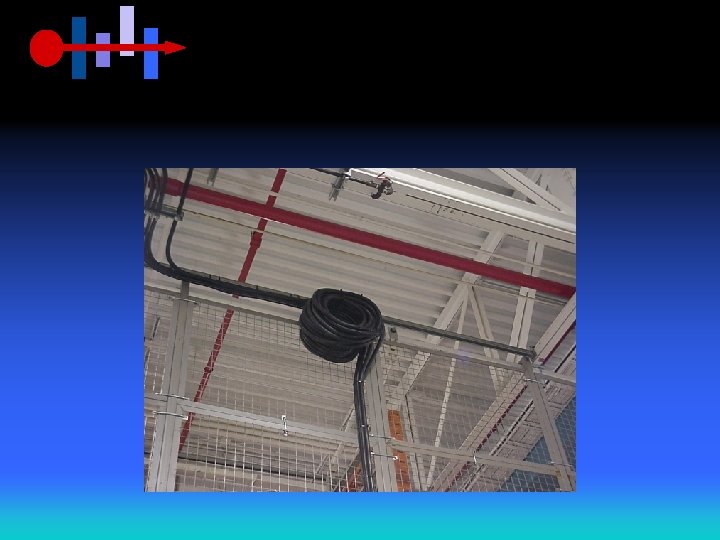
Scrub Acceptable levels of cleanliness in the work place Look up as well as down!
Scrub Not Acceptable
Scrub Not Acceptable
Scrub Not Acceptable
Not Acceptable
The Fourth “ S ” Stabilize Meaning: Visual Management q Standard Cleaning – Where? Who? When? How Much is Enough? q Standard Inspection – Every Day – Daily Checklist q Standard Instructions – Method Sheets with photographs – Procedures – Visual Controls LEADERSHIP!
Self Dicipline (5 th “S “) Meaning: Doing the Right Things as a Habit or Matter of Course q Discipline: – Validates and Supports the Other “S”’s q Rules: – The Organization Creates “Rules” to be Followed by All – The Rules are Practiced Until they Become Habits q Culture: – Culture is Developed Through the Existence of Habits – The 5 S Culture is the Ultimate State for a Factory It’s the Responsibility of the Individual as well as the Team LEADERSHIP!
Self Discipline Not Acceptable
Leadership • All of Lean depends on executing lots of simple processes in a standard fashion • Leadership is a necessary component of maintaining standard work. • It’s absolutely not OK to let Standard Work Slide even for one minute • 5 S is the simplest of all Standard Work. If you can’t do this then you can’t do Lean!!!!
Murli & Associates Outline • What is 5 S and why do it? • The origins of 5 S • The 5 S’s • CCM examples (the great, the good, the opportunity)
Plant Zones The plant is broken up into zones which are of manageable size for one person to keep track of A simplified map of the plant is posted near the entrance to the building The red dots show where zone control boards are located in the factory
STATUS BOARDS • Plant level board breaks up facility into zones – Managed by the Campaign Leader • Zone boards break up areas into smaller work areas – Managed by the Zone Team Leaders • Zones are broken up into cells – Managed by Section Leaders
Plant Control Board Zones Shows status of all zones in the plant Posted next to the plant zone map Each “S” has a specific color code As a zone achieves an “S” it gets colored in with the proper color code
Zone Control Board Each zone is controlled by a zone leader and further broken down into sub zones Zone Control boards are identical to plant boards but smaller in scope
STATUS BOARDS PLANT Control Board Zone Control Board Plant Zones Sub Zones
TRACKING & CONTROL
AUDIT PROCESS • All zones must complete an “S” stage before any of the rest of the plant will be allowed to move on to the next “S” • There is a Zone Leader for each zone • Audits are done weekly – Take no more than one hour (much less if possible) – Are done on the same day and time each week to facilitate scheduling – A score of 4 or more is needed to certify each “S”
FIVE S’s SCORING LEVEL 5 Focus on Prevention LEVEL 4 Focus on Consistency LEVEL 3 Make it visual LEVEL 2 Focus on Basics LEVEL 1 Just Beginning LEVEL 0 Back Sliding Total STRAIGHTEN SCRUB STABILIZE SUSTAIN Employees are continually seeking improvement opportunities. A dependable, documented method has been developed to provide continual evaluation, and a process is in place to implement improvements. Area employees have devised a dependable, documented method of preventive cleaning and maintenance. Everyone is continually seeking the elimination of waste with changes documented and information shared. There is a general appearance of a confident understanding of, and adherence to, the 5 S principles. A culture of cleanliness and orderly maintenance of the workplace Is expected by everyone A dependable, documented method has been established to keep the work area free of unnecessary items. Unnecessary items have been removed from the workplace. A dependable, documented method has been established to recognize in a visual sweep if items are out of place or exceed quantity limits. Designated locations are marked to make organization more visible. 5 S agreements are understood and practiced continually. Standard work is consistently followed on all shifts The workforce is actively engaged in driving continuous improvement In 5 S scores Visual control and standard work is in place and proven out Weekly 5 S reviews are conducted reliably by the plant manager and others. Feedback Is being acted on Necessary and unnecessary items are separated. A designated location has been established for items. Work/break areas and machinery are cleaned on a daily basis. Visual controls have been established and marked. Work/breaks areas are cleaned on a regular scheduled basis. Key Items to check have been identified. Methods are being improved but changes haven‘t been documented. A recognizable effort has been made to improve the condition of the workplace. Needed and not needed items are mixed throughout the work place. Items are randomly located throughout the work place. Work place areas are dirty, disorganized and key items not marked or identified. Work place methods are not consistently followed and are undocumented. Work place checks are randomly performed and there is no visual measurement of 5 S performance. Event was carried out but improvements have since deteriorated Cumulative Improvements SIMPLIFY Date_____ Event was carried out but improvements have since deteriorated _____ + ___________+_____
AUDIT PROCESS • Zone Leaders rotate each week • At the end of the hour the Zone Leaders meet and present findings – Meeting facilitated by the 5 S champion – Meeting attended by senior manager on site and direct reports • The 5 S champion conducts independent audits and takes digital photographs of unacceptable conditions • Photos are projected during the report out meeting
AUDIT PROCESS WEEK 1 WEEK 2 WEEK 3 WEEK 4 WEEK 5 WEEK 6 WEEK 7 WEEK 8 WEEK 9 WEEK 10 TEAM LEADER A AREA B AREA C AREA D AREA E AREA F AREA G AREA H AREA I AREA J TEAM LEADER B AREA C AREA D AREA E AREA F AREA G AREA H AREA I AREA J AREA A TEAM LEADER C AREA D AREA E AREA F AREA G AREA H AREA I AREA J AREA A AREA B TEAM LEADER D AREA E AREA F AREA G AREA H AREA I AREA J AREA A AREA B AREA C TEAM LEADER E AREA F AREA G AREA H AREA I AREA J AREA A AREA B AREA C AREA D TEAM LEADER F AREA G AREA H AREA I AREA J AREA A AREA B AREA C AREA D AREA E TEAM LEADER G AREA H AREA I AREA J AREA A AREA B AREA C AREA D AREA E AREA F TEAM LEADER H AREA I AREA J AREA A AREA B AREA C AREA D AREA E AREA F AREA G TEAM LEADER I AREA J AREA A AREA B AREA C AREA D AREA E AREA F AREA G AREA H TEAM LEADER J AREA A AREA B AREA C AREA D AREA E AREA F AREA G AREA H AREA I
AUDIT PROCESS • When a Zone Leader declares a zone ready for the next “S” the 5 S champion conducts over inspection no sooner than three days later • The zone status board is updated accordingly • If a zone back slides a finding is written up and must be corrected within 24 hours and signed off by the shop foreman, the 5 S champion, and senior site manager
Murli & Associates Outline • • What is 5 S and why do you do it? The origins of 5 S The 5 S’s The process structure • Leading 5 S implementation
How do you Implement? • Initial all employee communication by the senior manager on site • Show photographs of what is unacceptable • This is the first step, and the most important step in the Lean transformation • Established the visual workplace and the discipline necessary to carry out the more complex processes that are to come • Follow up with mass communication visuals – Posters
How do you Implement? • • Select 5 S champion Select Zone Leaders Establish Audit day and time Clear calendars to support managers attending report out meetings
5 s Posters put up on the same day as kick off What is it? 1 s 2 s 3 s 4 s 5 s Multi level Plant General Work area Specific A key fundamental Lean element A 5 step process that: Establishes a Visual Work Place Creates a more pleasant and safer work place Keeps things used most frequently close at hand Results in a more efficient work space Is conducive to higher quality work
Murli & Associates 5 s IMPLEMENTATION LEVEL I PLAN SIMPLIFY STRAIGHTEN SCRUB STANDARDIZE SELF DISCIPLINE 0 M 1 M 2 M 3 M 4 M 5 M 6 M
5 S Champion Responsibilities • Coordinate activities for Zone Team Leaders • Roll up zone accomplishments and update Plant Status Board • Validate “S” accomplishment level • Facilitate weekly progress meetings • Provide necessary tools for each stage of implementation
Zone Team Leader Responsibilities • Coordinate activities for their respective Zones • Roll up section activities • Audit zones as per schedule • Update their zone board • Attend weekly meeting and report audit results for assigned zone
How do you Implement? • Use each “S” attainment as an excuse for all employee meetings • Congratulate the plant on achieving the last “S” • Special thanks for people who went above and beyond • Explain the next “S” • Explain the progress the plant is making
How do you Implement? • At the achievement of each “S” remove the specific posters and post the next “S” poster • Simple messages repeated over and over internalize information
How do you Implement? • Use every walk through the facility as an opportunity to further instill the dicipline. • NEVER WALK BY TRASH WITHOUT PICKING IT UP! NOT EVER. • Initially plan for extra time in your schedule to deal with violations • Demonstrate the importance of this process by taking the time to correct what you see
SUMMARY • • 5 s Is much more than a clean up effort It makes the business more efficient It improves quality It establishes the discipline necessary for leadership to manage the more complex lean tools
Remember Lean Is: Which of these does 5 S help with? • Find a problem • Fix a problem • Prevent it from coming back • Go back to step 1!
Now it’s up to You! Attitude is Critical: • “If you think you can or you think you can’t, chances are you’re Right. ” • Henry Ford
Murli & Associates We can be reached at 860 -916 -3030 P. O. Box 243 Stonington, CT 06378 Joe. M 128@aol. com Please contact us any time as you implement this module with any questions or issues you might need help with. We are your partners in Process Improvement!
Misc Slides
What Does Lean Look Like? s Organized
What Does Lean Look Like? s Visual
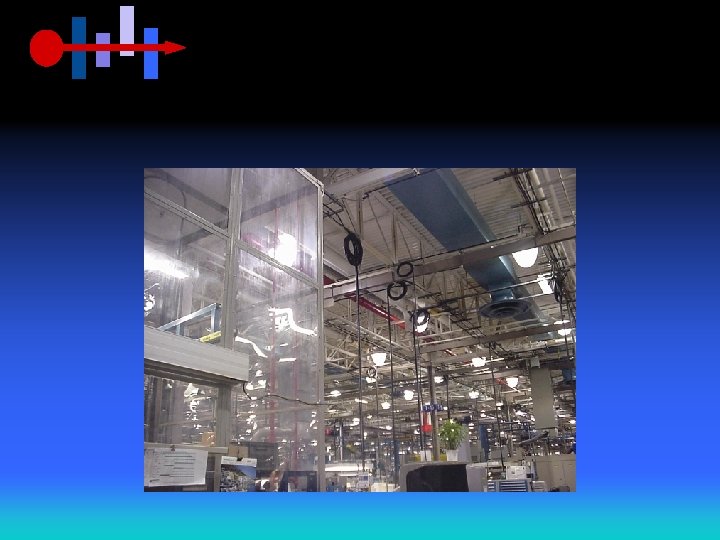
What Does Lean Look Like?
Clean White Ceiling and Neat “Soft” Connections
Operation Supermarket Problem Excess Inventory in Supermarket Excess Information on Labels Before AWO # of Weeks on-hand? Actions Taken Poke-Yoked Bins. Moved Excess to Racks; Relabeled Bins Results Eliminated Excess Parts; Simplified Communication; Minimized Handling Damage After AWO 1 Week of Material On-hand…Maximum
Operation DASH Station 1 Problem No FIFO on Station 1 racks. Before Kaizen Actions Taken Results Modified racking. Easy FIFO; No manual effort from operators required. After Kaizen
Before Kaizen After Kaizen Where is the AMX? What is this? Who uses this? AMX Line 11/21/01 AMX Line 09/19/02
Kaizen Improvement: Team: Operation Problem Actions Taken Pad 1 Difficult to find tools, cluttered work station Before Kaizen Developed point of use tooling Easier to locate tooling Needed for operation After Kaizen (Sketch) Remarks: Results (Sketch)
Kaizen Improvement: Operation Team: Problem Actions Taken No tooling standards eastablished for Pad 3 Difficult to ensure you have what is needed at the workstation Before Kaizen Based on observations, identified and located tool usage Eliminated waste in… searching, selecting, sorting After Kaizen (Sketch) Remarks: Results (Sketch)
Locations Labeled Work Stations Identified Kits In Kits Out Color Code
Operation Problem Actions Taken Results Overview Too much material Sorted area Waste removed Station 1 No defined locations Removed excess material Locations defined Station 1 Before AWO Station 1 After AWO d Tape led e b a &L
Operation Material Problem No specified storage location Storage Labels Before AWO N/A Actions Taken Taped off locations Results Common storage area Labeled locations Labels After AWO
Bottom line Attitude is Critical: • “If you think you can or you think you can’t, chances are you’re Right. ” • Henry Ford Joe. Murli@murli-associates. com
Contact Information Joe. Murli@murli-associates. com 860 -916 -3030 PO Box 243 Stonington, CT 06378