1 Bask hatalar nelerdir BASKI HATALARI 1 Kalp
 Baskı hataları nelerdir?")
1) Baskı hataları nelerdir?
Düz şablon kalıp hatalar b)Rotasyon kalıp hatalar c)Ortak hatalar")
BASKI HATALARI 1. Kalıp Hataları a)Düz şablon kalıp hatalar b)Rotasyon kalıp hatalar c)Ortak hatalar 2. Desen Kayması 3. Düzeltilmesi Mümkün Hatalar 4. Düzeltilmesi Mümkün Olmayan Hatalar
Baskı hatalarını nasıl giderebiliriz")
2)Baskı hatalarını nasıl giderebiliriz

YAPILAN BASKIDAKi HATALARI BELi. RLEME VE Gi. DERME 1. Kalıp Hataları Kalıp hatalarının belirlenmesi ve giderilme yöntemleri: a)Düz şablon kalıp hatalar b)Rotasyon kalıp hatalar c)Ortak hatalar
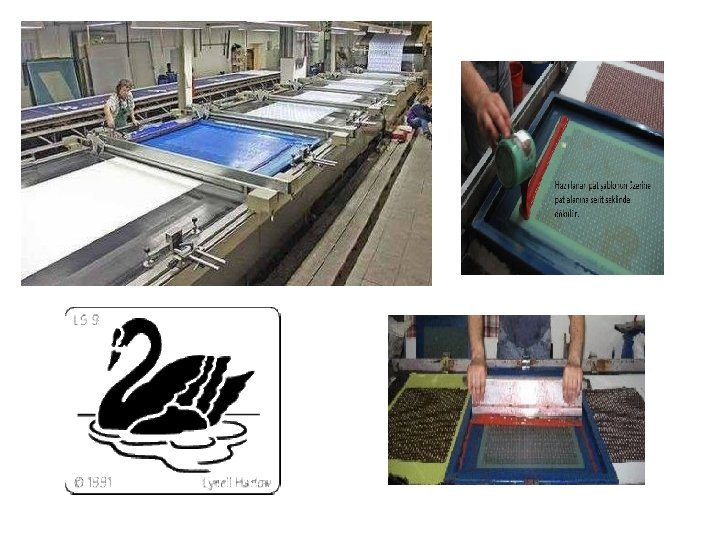

a. Düz şablon Kalıpta HATA : 1. Gaze bezi gerginliğinin yeterli olmaması HATANIN BELi. RLENMESi : a. Motifler, lokal olarak birbirine geçer. b. Motiflerin sınır komşuları birbirine yürüme yapar. c. Motiflerin bazı yerleri net bazı yerleri flu olur. d. Kontürsel alanlarda çiftleme olur. Gi. DERi. LME YÖNTEMi : Gaze bezi tekrar gerilerek istenen gerginlikte olması sağlanır

Gaze bezi şablona gerilirken dikkat edilmesi gereken noktalar şunlardır: - Gaze bezinin atkı ve çözgü yönü birbirine paralel şekilde çerçeveye yerleştirilmelidir. - Gaze bezi büyüklüğü çerçeve boyutundan daha geniş olmalıdır. - Gaze bezi atkı ve çözgü yönünde eşit oranda gerilmelidir.

- Gazenin gerginlik değeri mutlaka ölçülerek istenen gerginlikte olup olmadığı kontrol edilmelidir. - Gazeyi şablona yapıştırmada kullanılan yapıştırıcı, mekanik ve kimyasal etkilere dayanıklı olmalıdır. - Yapıştırıcı gaze bezine sürülürken dikkatli davranılmalı, şablonun içine doğru oluşabilecek taşmalar önlenmelidir. - Yapıştırıcı iyice kurumadan şablon germe masasından çıkarılmamalıdır.


HATA : 2. Doğru numarada gaze bezi gerilmemiş olması HATANIN BELi. RLENMESi : a. Yüksek meçh kullanılmışsa ve lap bir motif çekilmişse motif, baskıda keleş çıkar ve çabuk tıkanır. b. Çok seyrek bir meçh seçilmişse ve bu şablona tramlı bir iş çekilmişse baskıda tramlar birbirine kaynamış ve formları bozuk olarak çıkar. Gi. DERi. LME YÖNTEMi : Gaze bezi numarası kontrol edilir. Yanlış gaze sökülerek doğru olan numara çerçeveye gerilir.

Uygulanacak Desenin Özelliğine Göre Gaze Seçimi Genel olarak: - İnce kontürler için 72 -90 arası numaralı gaze kontürler için 72 -90 bezleri, - Lap desenler için 55 -72 arası numaralı gaze için 55 -72 bezleri, - Tramlı figürler için 72 -120 arası numaralı gaze - Tramlı figürler için 72 -120 bezleri kullanılmaktadır NOT: Gaze (İpek Elek Bezi) numarası, cm deki atkı ve çözgü iplik sayısıdır. İnçteki (2. 54 cm) iplik sayısı İnçteki (2. 54 cm) da Mesh olarak ifade edilir.

 lap baskı (TRAM Bir resmin ya da")
Sarı gaze bezi (daha iyi baskı yapılır) lap baskı (TRAM Bir resmin ya da rengin, baskı makinelerinde basılabilmesi için noktalara ayrılması gerekir. Bu noktalara tram denir. Tram, çok tonlu materyallerdeki görüntüyü irili ufaklı noktalara ayırır. )

İpek Elek Bezlerinin Standart Monofilament Polyester İpek Elek Bezlerine Göre Avantajlarını • Desen yürümesinin azalması (Daha yüksek gerginlik seviyelerinin kalıp merkezindeki esnemeyi azaltması nedeniyle) • Daha iyi baskı kalıbı ayarı (Kalıp merkezindeki esnemenin azalması, rakle basıncının azalması, ipek yürümesinin ve desen yürümesinin azalması nedeniyle) • Daha iyi baskı kalitesi (Daha az germe ile daha yüksek gerginlik, rakle ile baskı materyeli arasında daha iyi boya akışı ve daha net görüntü nedeniyle)

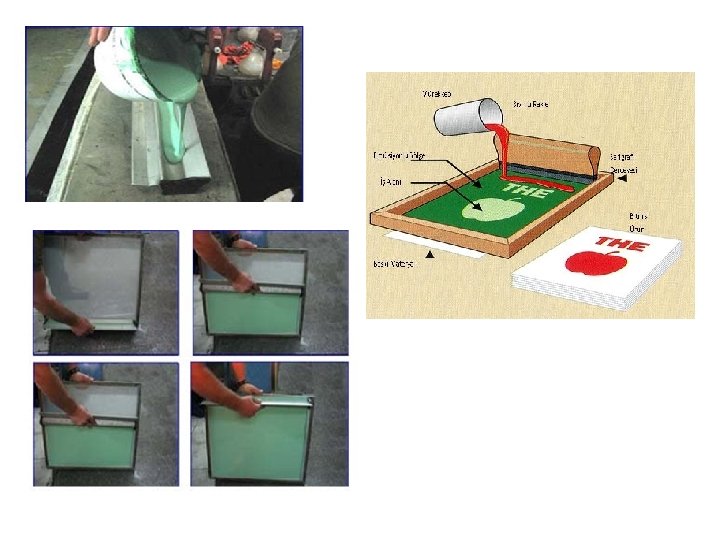
HATA : 3. Lak kalınlığının şablonun her yerinde aynı olmaması HATANIN BELi. RLENMESi: Lokal birbirine benzer motiflerin kalıp üzerindeki dağılımda farklı kalınlıktaki bölgelere gelmesinden, kumaş üzerinde ince ve yayılmış görüntü elde edilir. Gi. DERi. LME YÖNTEMi : şablondan lak sökülerek tekrar çekilir.

HATA 4. Desen oturmaması HATANIN BELi. RLENMESi: Konvansiyonel pozlandırmalarda filmlerin aynı aks yerine bağlanmaması ve ters yüz çekilmesi Gi. DERi. LME YÖNTEMi : Her bir kalıp, çekilen film ile karşılaştırılıp sorun giderilir

• • Dijital Baskı Rotasyon Baskı

2. Rotasyon Kalıpta HATA 1. şablonun düzgün yuvarlanmaması HATANIN BELi. RLENMESi: Baskı sırasında desenin şablon raportu içinde motiflerinin 32 cm’de bir oturup oturmaması. Gi. DERi. LME YÖNTEMi: Bu şablon çok renkli desenlerde kullanılamaz. Ancak tek renk desende değerlendirilebilir.


HATA 2. şablon üzerinde kırık olması HATANIN BELi. RLENMESi: Kırıklardan geçen boya, desen üzerinde izler yapar. Yırtık büyüdükçe boya kaçağı artar ve izler yoğunlaşır. Gi. DERi. LME YÖNTEMi: Yırtığın motiflere olan uzaklığı 3 -4 cm ise ve yırtıktan önceki motif de bu kısma gelmiyorsa elek bezi ile yamanarak baskıya devam edilir. Ama motife denk geliyorsa tekrar şablon çekilir.

HATA 3. şablon üzerinde kris olması (diğer adıyla klips, şablonun herhangi bir bölgesinde kırığa benzer ancak aynı hatayı vermeyen katlanma) HATANIN BELi. RLENMESi: Kris, basılacak olan motifin üzerinde ise homojen boya geçişini engeller. Motif olmayan bölgede ise kendinden önce basan şablonda, o bölgeye lap motif isabet ediyorsa motifte ezmeler yapar. Gi. DERi. LME YÖNTEMi: şablon, yuvarlak bir boru üzerine oturtulup metal bir malzeme yardımıyla fiziksel baskı ile düzeltilir. Bu işlem sonrası düzelme olmazsa şablon tekrar çekilir.

HATA 4. Lak kalınlığının şablonun her yerinde aynı olmaması HATANIN BELi. RLENMESi: Sadece şablonun başlangıç ve bitiş kısmında kalınlık yaşanabilir bu da kanat farkına neden olur. Gi. DERi. LME YÖNTEMi: şablon tekrar çekilir

60 mesh 105 mesh 125 mesh

HATA 5. şablon başlıklarının düzgün takılmaması HATANIN BELi. RLENMESi: şablonları baskı makinesine taktığımızda şablonlar homojen dönmez ya da şablon merkezini bulmaz Gi. DERi. LME YÖNTEMi : Başlık sökülüp başlık yapıştırma işlemi tekrarlanır.

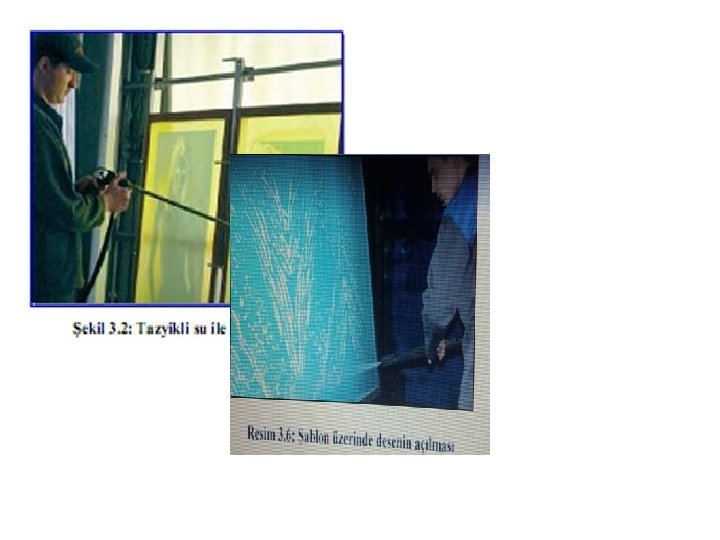
HATA 6. şablon üzerinde jel oluşması HATANIN BELi. RLENMESi: a. şablon, yıkama sonrasında kendi halinde kuruması beklenmeden direkt kurutma dolabına atılırsa desenin bulunduğu açık gibi görünen yerlerde, akma sırasında ani kurutma nedeniyle bikromat perdesi oluşur. Bu jelleşme boya geçişmiktarını etkiler. Bu durumda, baskı esnasında o motiflerden ya hiç boya çıkmaz ya da az miktarda boya geçer. b. Pozlandırma yeterli değilse jel oluşur. Gi. DERi. LME YÖNTEMi: Bazı asit grupları ile şablon yıkanarak durulanır. Jellik sadece lokal bir alanda ise tazyikli tabanca ile o bölge açılır. Kalıptaki bazı bölgelerin tıkanması (Jelde oluşmasından kaynaklanabilir. ),

3. Ortak Hatalar HATA 1: Kalıbın bazı kısımlarının açılmaması HATANIN BELi. RLENMESi: a. Desenin bazı bölgeleri basılamaz ya da az boya geçer. b. Tramlı desenlerde tramlı yerler çıkmaz. Gi. DERi. LME YÖNTEMi: şablonun açılmayan kısımları tazyikli su ile yıkanır. Eğer açılmadıysa şablon çekilme işlemi tekrar yapılır.

HATA 2: Kumaşın kurutmada sürtmesi HATANIN BELi. RLENMESi: Kumaş üzerinde gelişigüzel lekeler görülür. Problem özellikle kumaşın tersinde yaşanır. Gi. DERi. LME YÖNTEMi: Ortamın temizliğine dikkat edilerek ustanın daha dikkatli olması sağlanır

HATA 3: şablonda açılması istenmeyen kısımların açılması HATANIN BELi. RLENMESi: şablon üzerinde desenin bulunmadığı kısımlardan boyalı patın geçmesi Gi. DERi. LME YÖNTEMi: şablon rötuş lakı kullanılarak problemli kısımlar kapatılır. Tamir edilemeyen bir dökülme yaşanıyorsa şablon tekrar çekilir.
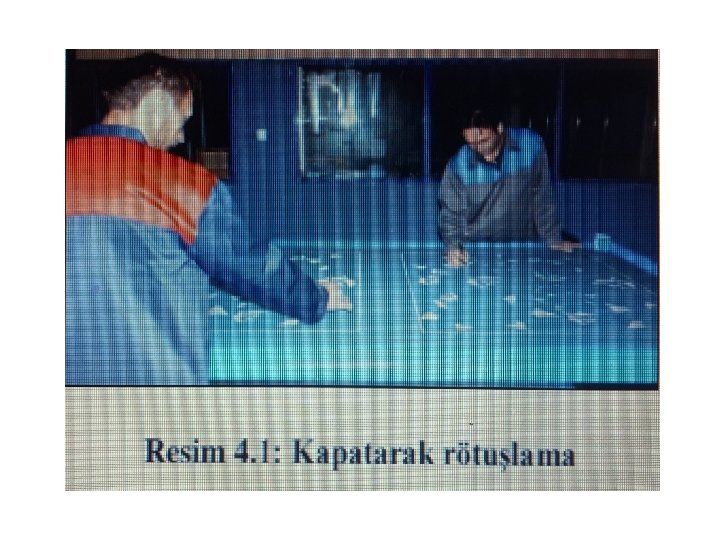

Rötuş Desende pozlandırma ve açma işlemleri sonrasında yapılan kontrollerde, motif olmayan ve boya geçecek yerlerin fırça ile kapatılmasıdır. Numune kalıplarında yaşanan bu tür problemler fırça ile düzeltilir.

Düzeltilmesi Mümkün Hatalar Yukarıda anlatılan problemler, tespit yöntemleri ve alınacak önlemler doğrultusunda yaşanan tüm problemler numune baskı aşamasındayken düzeltilebilir. Amaç her zaman bu problemlerin numune aşamasında iken çözülüp üretim sürecinin hatasız olarak gerçekleştirilmesidir. Numune aşamasındaki tüm hatalar şablondan gelen hatalardır.

Düzeltilmesi Mümkün Olmayan Hatalar Yukarıda işlem süreci sırasında yaşanan problemler ve çözüm yollarından bahsettik. Ancak bu düzeltilebilen hatalar yanında, baskı sürecinden kaynaklanmayan kumaşın baskıya girmeden önce gördüğü işlemlerden kaynaklanan hatalar vardır. Bu hatalar baskı işlem sürecinde düzeltilemez. Ancak baskı işlemi tamamlandıktan sonra ortaya çıkar.

Bu hatalar şunlardır: v Baskı altı hazırlanan düz boya zeminlerinden gelen hatalardır (rengin tutmaması, optikliğin farklı kullanılması vb. ). v Kumaşta eşit ya da yetersiz hidrofilite olmaması nedeniyle baskı yapılan kumaşta boya alımının olmaması ya da az olması şeklinde kendini gösterir. v Yayılma, baskılı yerlerde yayılma, yüzey düzgünsüzlükleri ve kontür netsizlikleri şeklinde kendini gösterir. Nedeni tuzlardan arınmamış ya da az arınmış tuzların, sentetik kumaşlarda baskı patının yayılmasıyla oluşmasıdır. Elektrolite hassas olmayan (tuza) pat kullanımı ile önlenebilir.

v Ölü elyaf nedeni ile kumaşta bazı bölgeler boya almaz. v Dokuma ya da örme dairesinden gelen iplik düzgünsüzlükleri ve yüzey oluşum hataları baskı görüntüsünün değişmesine neden olur. v Baskı sonrası kumaş kurutulur, fikse edilir ve pigment baskılar dışındakiler yıkanır. Bu işlemlerde yetersiz kurutma, buhar damlaması, dalgalı zemin düşük haslıklar gibi hataların oluşmasına neden olabilir. v Su izleri, su lekeleri, boyalı ve baskılı kumaşlara buharlama işlemi sırasında damlayan su damlacıklarının sebep olduğu hatalardır. Damla lekeleri, buharın çok nemli veya temperatürün çok düşük olmasından kaynaklanabilir. Isıtmaya devam edilmeli ve buharlayıcının metal duvarları sıcak olmalıdır.

UYGULAMA ÇALIŞMASI 1. Yapılan baskıyı kontrol ederek hatayı tespit ediniz. Doğru olan Hatalı olan ü Desen kayması hatasının neden oluştuğunu modülden öğrendiğiniz bilgiler Desen kayması hatasının doğrultusunda tespit ediniz. ü Hatayı gidererek baskı işlemini tekrar gerçekleştiriniz. ü Yeni baskıyı kontrol ederek hatanın giderildiğinden emin olunuz.

2. Yapılan baskıyı kontrol ederek hatayı tespit ediniz. Hatalı olan Doğru olan ü Desende açılması istenmeyen kısımların açılması hatasının neden oluştuğunu Desende açılması modülden öğrendiğiniz bilgiler doğrultusunda tespit ediniz. ü Hatayı gidererek baskı işlemini tekrar gerçekleştiriniz. ü Yeni baskıyı kontrol ederek hatanın giderildiğinden emin olunuz.

3. Yapılan baskıyı kontrol ederek hatayı tespit ediniz. Hatalı olan Doğru olan ü Kalıp tıkanması ya da jel hatasının neden oluştuğunu modülden öğrendiğiniz Kalıp tıkanması ya da jel hatasının bilgiler doğrultusunda tespit ediniz. ü Hatayı gidererek baskı işlemini tekrar gerçekleştiriniz. ü Yeni baskıyı kontrol ederek hatanın giderildiğinden emin olunuz.

Aşağıdaki cümlelerin sonunda boş bırakılan yerlere, cümlelerde verilen bilgiler doğru ise D, yanlış ise Y yazınız 1. ( ) Numune okeyi verilen desenin basılacağı makine parkuruna uygun tekrar numunesi alınarak bir önceki numuneler ile karşılaştırılır. Varsa sapmalar değerlendirilir, uygun ise üretime geçilir. 2. ( ) Rotasyon kalıpta jel, şablonun yıkama sonrası kendi hâlinde kuruması beklenerek kurutulurken süzülme sırasında desen bulunan kısımların ince bir tabaka hâlinde kapanmasıdır. Bunun önlenmesi için kurutma dolabında işlem gerçekleştirilmelidir. 3. ( ) Desen kayması, desen silindirlerinin ya da şablonların raport ayarlarının kaymasından kaynaklanan ve desenin tam oturmamasından oluşan hatadır. 4. ( ) Baskı sırasında desenin şablon raportu içinde motiflerinin 32 cm’de bir oturup oturmaması şablonun düzgün yuvarlatılmamış olduğunu gösterir. . 5. ( ) Numune aşamasındaki tüm hatalar desenden gelen hatalardır.

ÖZ DEĞERLENDİRME SORULARI 1. yapılan çalışmanın adı nedir? 2. Tespit ettiğiniz hatayı giderebildiniz mi? 3. Yaptığınız çalışmada ilginizi çeken nedir?

KAYNAKÇA • Ki. BAR Ziya, Desen-Gravür ve şablon Teknolojisi, Tübitak, Bursa, 2000. • GÜL Emine, Baskı Teknolojisi, Milli Eğitim Yayınları, Ankara, 2002. • http: //ek. com/ipek-elek-bez • http: //www. candasip • http: //docplayer. biz. tr/ • http: //freshideasford • http: //esign. blogspot. com. tr
- Slides: 42